

1. ਜਨਰਲ
ਇਸ ਲੜੀ ਦੇ ਵਾਲਵ ਦੀ ਵਰਤੋਂ ਪਾਈਪਲਾਈਨ ਪ੍ਰਣਾਲੀ ਵਿੱਚ ਪਾਈਪਲਾਈਨਾਂ ਨੂੰ ਬੰਦ ਕਰਨ ਜਾਂ ਖੋਲ੍ਹਣ ਲਈ ਕੀਤੀ ਜਾਂਦੀ ਹੈ ਤਾਂ ਜੋ ਸਿਸਟਮ ਦੇ ਆਮ ਸੰਚਾਲਨ ਨੂੰ ਬਣਾਈ ਰੱਖਿਆ ਜਾ ਸਕੇ।
2. ਉਤਪਾਦ ਵਰਣਨ
2.1 ਤਕਨੀਕ ਦੀ ਲੋੜ
2.1.1 ਡਿਜ਼ਾਈਨ ਅਤੇ ਨਿਰਮਾਣ: API600, API603, ASME B16.34, BS1414
2.1.2 ਕਨੈਕਸ਼ਨ ਅੰਤ ਦਾ ਆਯਾਮ: ASME B16.5, ASME B16.47, ASME B16.25
2.1.3 ਆਹਮੋ-ਸਾਹਮਣੇ ਜਾਂ ਅੰਤ ਤੋਂ ਅੰਤ: ASME B16.10
2.1.4 ਨਿਰੀਖਣ ਅਤੇ ਟੈਸਟ: API 598, API600
2.1.5 ਨਾਮਾਤਰ ਆਕਾਰ:MPS2″~48″, ਨਾਮਾਤਰ ਸ਼੍ਰੇਣੀ ਰੇਟਿੰਗ:ਕਲਾਸ 150~2500
2.2 ਇਸ ਲੜੀ ਦੇ ਵਾਲਵ ਹੱਥੀਂ ਹੁੰਦੇ ਹਨ (ਹੈਂਡਵੀਲ ਜਾਂ ਗੀਅਰ ਬਾਕਸ ਦੁਆਰਾ ਚਾਲੂ) ਗੇਟ ਵਾਲਵ ਫਲੈਂਜ ਸਿਰੇ ਅਤੇ ਬੱਟ ਵੈਲਡਿੰਗ ਸਿਰੇ ਵਾਲੇ ਹੁੰਦੇ ਹਨ ।ਵਾਲਵ ਸਟੈਮ ਲੰਬਕਾਰੀ ਹਿਲਦਾ ਹੈ।ਜਦੋਂ ਹੈਂਡਵੀਲ ਨੂੰ ਘੜੀ ਦੀ ਦਿਸ਼ਾ ਵੱਲ ਮੋੜਿਆ ਜਾਂਦਾ ਹੈ, ਤਾਂ ਗੇਟ ਪਾਈਪਲਾਈਨ ਨੂੰ ਬੰਦ ਕਰਨ ਲਈ ਹੇਠਾਂ ਡਿੱਗਦਾ ਹੈ;ਜਦੋਂ ਹੈਂਡਵ੍ਹੀਲ ਨੂੰ ਘੜੀ ਦੀ ਉਲਟ ਦਿਸ਼ਾ ਵਿੱਚ ਮੋੜਿਆ ਜਾਂਦਾ ਹੈ, ਤਾਂ ਗੇਟ ਖੁੱਲ੍ਹੀ ਪਾਈਪਲਾਈਨ ਲਈ ਉੱਪਰ ਉੱਠਦਾ ਹੈ।
2.3 ਸੰਰਚਨਾ ਚਿੱਤਰ 1, 2 ਅਤੇ 3 ਦੇਖੋ।
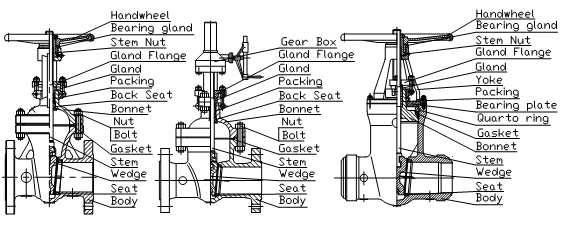
2.4 ਮੁੱਖ ਭਾਗਾਂ ਦੇ ਨਾਮ ਅਤੇ ਸਮੱਗਰੀ ਸਾਰਣੀ 1 ਵਿੱਚ ਸੂਚੀਬੱਧ ਹਨ।
| ਭਾਗ ਦਾ ਨਾਮ | ਸਮੱਗਰੀ |
| ਸਰੀਰ ਅਤੇ ਬੋਨਟ | ASTM A216 WCB,ASTM A352 LCB,ASTM A217 WC6, ASTM A217 WC9,ASTM A351 CF3,ASTM A351 CF3M ASTM A351 CF8,ASTM A351 CF8M,ASTM A351 CN7M ASTM A494 CW-2M,ਮੋਨੇਲ |
| ਫਾਟਕ | ASTM A216 WCB,ASTM A352 LCB,ASTM A217 WC6, ASTM A217 WC9,ASTM A351 CF3,ASTM A351 CF3M ASTM A351 CF8,ASTM A351 CF8M,ASTM A351 CN7M ASTM A494 CW-2M,ਮੋਨੇਲ |
| ਸੀਟ | ASTM A105,ASTM A350 LF2,F11,F22, ASTM A182 F304(304 ਐੱਲ),ASTM A182 F316(316 ਐੱਲ) ASTM B462,ਹੈ.ਸੀ.-4,ਮੋਨੇਲ |
| ਸਟੈਮ | ASTM A182 F6a,ASTM A182 F304(304 ਐੱਲ) ,ASTM A182 F316(316 ਐੱਲ),ASTM B462,ਹੈ.ਸੀ.-4,ਮੋਨੇਲ |
| ਪੈਕਿੰਗ | ਬਰੇਡਡ ਗ੍ਰੇਫਾਈਟ ਅਤੇ ਲਚਕਦਾਰ ਗ੍ਰੇਫਾਈਟ,PTFE |
| ਸਟੱਡ / ਗਿਰੀ | ASTM A193 B7/A194 2H,ASTM L320 L7/A194 4, ASTM A193 B16/A194 4,ASTM A193 B8/A194 8, ASTM A193 B8M/A194 8M |
| ਗੈਸਕੇਟ | 304(316)+ਗ੍ਰਾਫ਼,304(316),ਹੈ.ਸੀ.-4, ਮੋਨੇਲ,ਬੀ 462 |
| ਸੀਟ ਰਿੰਗ / ਡਿਸਕ / ਸਤਹ | 13 ਕਰੋੜ,18Cr-8Ni,18Cr-8Ni-Mo,NiCu ਮਿਸ਼ਰਤ,25Cr-20Ni,STL |
3. ਸਟੋਰੇਜ਼, ਰੱਖ-ਰਖਾਅ, ਸਥਾਪਨਾ ਅਤੇ ਸੰਚਾਲਨ
3.1 ਸਟੋਰੇਜ਼ ਅਤੇ ਰੱਖ-ਰਖਾਅ
3.1.1 ਵਾਲਵ ਸੁੱਕੇ ਅਤੇ ਚੰਗੀ ਤਰ੍ਹਾਂ ਹਵਾਦਾਰ ਕਮਰੇ ਵਿੱਚ ਸਟੋਰ ਕੀਤੇ ਜਾਣੇ ਚਾਹੀਦੇ ਹਨ।ਬੀਤਣ ਦੇ ਸਿਰੇ ਨੂੰ ਕਵਰ ਨਾਲ ਜੋੜਿਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ।
3.1.2 ਲੰਬੇ ਸਮੇਂ ਤੱਕ ਸਟੋਰੇਜ ਦੇ ਅਧੀਨ ਵਾਲਵ ਦੀ ਜਾਂਚ ਕੀਤੀ ਜਾਣੀ ਚਾਹੀਦੀ ਹੈ ਅਤੇ ਨਿਯਮਿਤ ਤੌਰ 'ਤੇ ਸਾਫ਼ ਕੀਤੀ ਜਾਣੀ ਚਾਹੀਦੀ ਹੈ, ਖਾਸ ਤੌਰ 'ਤੇ ਨੁਕਸਾਨ ਨੂੰ ਰੋਕਣ ਲਈ ਬੈਠਣ ਵਾਲੇ ਚਿਹਰੇ ਦੀ ਸਫਾਈ, ਅਤੇ ਤਿਆਰ ਸਤਹਾਂ ਨੂੰ ਜੰਗਾਲ ਰੋਕਣ ਵਾਲੇ ਤੇਲ ਨਾਲ ਕੋਟ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ।
3.1.3 ਜੇਕਰ ਸਟੋਰੇਜ ਦੀ ਮਿਆਦ 18 ਮਹੀਨਿਆਂ ਤੋਂ ਵੱਧ ਹੈ, ਤਾਂ ਵਾਲਵ ਦੀ ਜਾਂਚ ਕੀਤੀ ਜਾਣੀ ਚਾਹੀਦੀ ਹੈ ਅਤੇ ਰਿਕਾਰਡ ਬਣਾਏ ਜਾਣੇ ਚਾਹੀਦੇ ਹਨ।
3.1.4 ਸਥਾਪਿਤ ਵਾਲਵ ਦੀ ਨਿਯਮਤ ਤੌਰ 'ਤੇ ਜਾਂਚ ਅਤੇ ਮੁਰੰਮਤ ਕੀਤੀ ਜਾਣੀ ਚਾਹੀਦੀ ਹੈ।ਮੁੱਖ ਰੱਖ-ਰਖਾਅ ਦੇ ਬਿੰਦੂਆਂ ਵਿੱਚ ਹੇਠ ਲਿਖੇ ਸ਼ਾਮਲ ਹਨ:
1) ਸੀਲਿੰਗ ਚਿਹਰਾ
2) ਵਾਲਵ ਸਟੈਮ ਅਤੇ ਵਾਲਵ ਸਟੈਮ ਗਿਰੀ.
3) ਪੈਕਿੰਗ.
4) ਵਾਲਵ ਬਾਡੀ ਅਤੇ ਵਾਲਵ ਬੋਨਟ ਦੀ ਅੰਦਰੂਨੀ ਸਤ੍ਹਾ 'ਤੇ ਫਾਊਲਿੰਗ
3.2 ਇੰਸਟਾਲੇਸ਼ਨ
ਇੰਸਟਾਲੇਸ਼ਨ ਤੋਂ ਪਹਿਲਾਂ, ਯਕੀਨੀ ਬਣਾਓ ਕਿ ਵਾਲਵ ਦੀ ਪਛਾਣ (ਜਿਵੇਂ ਕਿ ਮਾਡਲ, DN, 3.2.1PN ਅਤੇ ਸਮੱਗਰੀ) ਪਾਈਪਲਾਈਨ ਪ੍ਰਣਾਲੀ ਦੀਆਂ ਲੋੜਾਂ ਅਨੁਸਾਰ ਚਿੰਨ੍ਹਿਤ ਹਨ।
3.2.2 ਇੰਸਟਾਲੇਸ਼ਨ ਤੋਂ ਪਹਿਲਾਂ, ਵਾਲਵ ਦੇ ਰਸਤੇ ਅਤੇ ਸੀਲਿੰਗ ਚਿਹਰੇ ਦੀ ਧਿਆਨ ਨਾਲ ਜਾਂਚ ਕਰੋ।ਜੇਕਰ ਕੋਈ ਗੰਦਗੀ ਹੈ ਤਾਂ ਉਸ ਨੂੰ ਚੰਗੀ ਤਰ੍ਹਾਂ ਸਾਫ਼ ਕਰੋ।
3.2.3 ਇੰਸਟਾਲੇਸ਼ਨ ਤੋਂ ਪਹਿਲਾਂ, ਯਕੀਨੀ ਬਣਾਓ ਕਿ ਸਾਰੇ ਬੋਲਟ ਕੱਸ ਕੇ ਬੰਨ੍ਹੇ ਹੋਏ ਹਨ।
3.2.4 ਇੰਸਟਾਲੇਸ਼ਨ ਤੋਂ ਪਹਿਲਾਂ, ਯਕੀਨੀ ਬਣਾਓ ਕਿ ਪੈਕਿੰਗ ਨੂੰ ਕੱਸ ਕੇ ਸੰਕੁਚਿਤ ਕੀਤਾ ਗਿਆ ਹੈ।ਹਾਲਾਂਕਿ, ਵਾਲਵ ਸਟੈਮ ਦੀ ਗਤੀ ਨੂੰ ਪਰੇਸ਼ਾਨ ਨਹੀਂ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ.
3.2.5 ਵਾਲਵ ਦੀ ਸਥਾਪਨਾ ਸਥਾਨ ਨੂੰ ਨਿਰੀਖਣ ਅਤੇ ਸੰਚਾਲਨ ਦੀ ਸਹੂਲਤ ਹੋਣੀ ਚਾਹੀਦੀ ਹੈ।ਤਰਜੀਹੀ ਸਥਿਤੀ ਇਹ ਹੋਣੀ ਚਾਹੀਦੀ ਹੈ ਕਿ ਪਾਈਪਲਾਈਨ ਖਿਤਿਜੀ ਹੋਵੇ, ਹੈਂਡਵੀਲ ਉੱਪਰ ਹੋਵੇ, ਅਤੇ ਵਾਲਵ ਸਟੈਮ ਲੰਬਕਾਰੀ ਹੋਵੇ।
3.2.6 ਆਮ ਤੌਰ 'ਤੇ ਬੰਦ ਵਾਲਵ ਲਈ, ਵਾਲਵ ਸਟੈਮ ਦੇ ਨੁਕਸਾਨ ਤੋਂ ਬਚਣ ਲਈ ਇਸ ਨੂੰ ਉਸ ਜਗ੍ਹਾ 'ਤੇ ਸਥਾਪਿਤ ਕਰਨਾ ਉਚਿਤ ਨਹੀਂ ਹੈ ਜਿੱਥੇ ਕੰਮ ਕਰਨ ਦਾ ਦਬਾਅ ਬਹੁਤ ਵੱਡਾ ਹੈ।
3.2.7 ਸਾਕਟ ਵੇਲਡ ਵਾਲਵ ਘੱਟੋ-ਘੱਟ ਹੇਠ ਲਿਖੀਆਂ ਜ਼ਰੂਰਤਾਂ ਨੂੰ ਪੂਰਾ ਕਰਨਗੇ ਜਦੋਂ ਉਹਨਾਂ ਨੂੰ ਸਾਈਟ 'ਤੇ ਪਾਈਪਲਾਈਨ ਪ੍ਰਣਾਲੀ ਵਿੱਚ ਸਥਾਪਨਾ ਲਈ ਵੇਲਡ ਕੀਤਾ ਜਾਂਦਾ ਹੈ:
1) ਵੈਲਡਿੰਗ ਉਸ ਵੈਲਡਰ ਦੁਆਰਾ ਕੀਤੀ ਜਾਣੀ ਚਾਹੀਦੀ ਹੈ ਜਿਸ ਕੋਲ ਸਟੇਟ ਬੋਇਲਰ ਅਤੇ ਪ੍ਰੈਸ਼ਰ ਵੈਸਲ ਅਥਾਰਟੀ ਦੁਆਰਾ ਪ੍ਰਵਾਨਿਤ ਵੈਲਡਰ ਦਾ ਯੋਗਤਾ ਸਰਟੀਫਿਕੇਟ ਹੈ;ਜਾਂ ਵੈਲਡਰ ਜਿਸਨੇ ASME Vol.Ⅸ ਵਿੱਚ ਦਰਸਾਏ ਵੈਲਡਰ ਦਾ ਯੋਗਤਾ ਸਰਟੀਫਿਕੇਟ ਪ੍ਰਾਪਤ ਕੀਤਾ ਹੈ।
2) ਵੈਲਡਿੰਗ ਪ੍ਰਕਿਰਿਆ ਦੇ ਮਾਪਦੰਡ ਚੁਣੇ ਜਾਣੇ ਚਾਹੀਦੇ ਹਨ ਜਿਵੇਂ ਕਿ ਵੈਲਡਿੰਗ ਸਮੱਗਰੀ ਦੇ ਗੁਣਵੱਤਾ ਭਰੋਸਾ ਮੈਨੂਅਲ ਵਿੱਚ ਦਰਸਾਏ ਗਏ ਹਨ।
3) ਵੈਲਡਿੰਗ ਸੀਮ ਦੇ ਫਿਲਰ ਮੈਟਲ ਦੀ ਰਸਾਇਣਕ ਰਚਨਾ, ਮਕੈਨੀਕਲ ਪ੍ਰਦਰਸ਼ਨ ਅਤੇ ਖੋਰ ਪ੍ਰਤੀਰੋਧ ਬੇਸ ਮੈਟਲ ਦੇ ਅਨੁਕੂਲ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ.
3.2.8 ਵਾਲਵ ਆਮ ਤੌਰ 'ਤੇ ਸਥਾਪਿਤ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਸਹਾਇਤਾ, ਸਹਾਇਕ ਉਪਕਰਣਾਂ ਅਤੇ ਪਾਈਪਾਂ ਦੇ ਕਾਰਨ ਵੱਡੇ ਤਣਾਅ ਤੋਂ ਬਚਣਾ ਚਾਹੀਦਾ ਹੈ।
3.2.9 ਇੰਸਟਾਲੇਸ਼ਨ ਤੋਂ ਬਾਅਦ, ਪਾਈਪਲਾਈਨ ਸਿਸਟਮ ਦੇ ਦਬਾਅ ਦੀ ਜਾਂਚ ਦੌਰਾਨ, ਵਾਲਵ ਨੂੰ ਪੂਰੀ ਤਰ੍ਹਾਂ ਖੋਲ੍ਹਿਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ।
3.2.10 ਬੇਅਰਿੰਗ ਪੁਆਇੰਟ: ਜੇਕਰ ਪਾਈਪਲਾਈਨ ਵਿੱਚ ਵਾਲਵ ਦੇ ਭਾਰ ਅਤੇ ਓਪਰੇਸ਼ਨ ਟਾਰਕ ਨੂੰ ਸਹਿਣ ਲਈ ਲੋੜੀਂਦੀ ਤਾਕਤ ਹੈ, ਤਾਂ ਕਿਸੇ ਬੇਅਰਿੰਗ ਪੁਆਇੰਟ ਦੀ ਲੋੜ ਨਹੀਂ ਹੈ, ਨਹੀਂ ਤਾਂ ਵਾਲਵ ਵਿੱਚ ਬੇਅਰਿੰਗ ਪੁਆਇੰਟ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ।
3.2.11 ਲਿਫਟਿੰਗ: ਵਾਲਵ ਨੂੰ ਲਹਿਰਾਉਣ ਅਤੇ ਚੁੱਕਣ ਲਈ ਹੈਂਡਵੀਲ ਦੀ ਵਰਤੋਂ ਨਾ ਕਰੋ।
3.3 ਸੰਚਾਲਨ ਅਤੇ ਵਰਤੋਂ
3.3.1 ਸੇਵਾ ਦੀ ਮਿਆਦ ਦੇ ਦੌਰਾਨ, ਹਾਈ-ਸਪੀਡ ਮਾਧਿਅਮ ਕਾਰਨ ਸੀਟ ਰਿੰਗ ਅਤੇ ਵਾਲਵ ਗੇਟ ਦੀ ਸਤਹ ਦੇ ਨੁਕਸਾਨ ਤੋਂ ਬਚਣ ਲਈ ਵਾਲਵ ਗੇਟ ਨੂੰ ਪੂਰੀ ਤਰ੍ਹਾਂ ਖੋਲ੍ਹਿਆ ਜਾਂ ਪੂਰੀ ਤਰ੍ਹਾਂ ਬੰਦ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ।ਇਸਦੀ ਵਰਤੋਂ ਪ੍ਰਵਾਹ ਸਮਰੱਥਾ ਨੂੰ ਅਨੁਕੂਲ ਕਰਨ ਲਈ ਨਹੀਂ ਕੀਤੀ ਜਾ ਸਕਦੀ।
3.3.2 ਵਾਲਵ ਨੂੰ ਖੋਲ੍ਹਣ ਜਾਂ ਬੰਦ ਕਰਨ 'ਤੇ, ਸਹਾਇਕ ਲੀਵਰ ਦੀ ਬਜਾਏ ਹੈਂਡਵੀਲ ਦੀ ਵਰਤੋਂ ਕਰੋ ਜਾਂ ਹੋਰ ਟੂਲ ਦੀ ਵਰਤੋਂ ਕਰੋ।
3.3.3 ਕੰਮ ਕਰਨ ਵਾਲੇ ਤਾਪਮਾਨ 'ਤੇ, ਯਕੀਨੀ ਬਣਾਓ ਕਿ ਤਤਕਾਲ ਦਬਾਅ ASME B16.34 ਵਿੱਚ ਦਬਾਅ-ਤਾਪਮਾਨ ਰੇਟਿੰਗਾਂ ਦੇ ਕਾਰਜਸ਼ੀਲ ਦਬਾਅ ਦੇ 1.1 ਗੁਣਾ ਤੋਂ ਘੱਟ ਹੋਵੇ।
3.3.4 ਸੁਰੱਖਿਆ ਰਾਹਤ ਉਪਕਰਨ ਪਾਈਪਲਾਈਨ 'ਤੇ ਸਥਾਪਿਤ ਕੀਤੇ ਜਾਣੇ ਚਾਹੀਦੇ ਹਨ ਤਾਂ ਜੋ ਕੰਮ ਕਰਨ ਵਾਲੇ ਤਾਪਮਾਨ 'ਤੇ ਵਾਲਵ ਦੇ ਕੰਮਕਾਜੀ ਦਬਾਅ ਨੂੰ ਵੱਧ ਤੋਂ ਵੱਧ ਮਨਜ਼ੂਰਸ਼ੁਦਾ ਦਬਾਅ ਤੋਂ ਵੱਧਣ ਤੋਂ ਰੋਕਿਆ ਜਾ ਸਕੇ।
3.3.5 ਟਰਾਂਸਪੋਰਟ, ਇੰਸਟਾਲੇਸ਼ਨ ਅਤੇ ਸੰਚਾਲਨ ਦੀ ਮਿਆਦ ਦੇ ਦੌਰਾਨ ਵਾਲਵ ਨੂੰ ਸਟਰੋਕ ਕਰਨਾ ਅਤੇ ਝਟਕਾ ਦੇਣਾ ਮਨਾਹੀ ਹੈ।
3.3.6 ਅਸਥਿਰ ਤਰਲ ਦਾ ਸੜਨ, ਉਦਾਹਰਨ ਲਈ, ਕੁਝ ਤਰਲ ਪਦਾਰਥਾਂ ਦੇ ਸੜਨ ਨਾਲ ਵਾਲਵ ਦਾ ਵਿਸਤਾਰ ਹੋ ਸਕਦਾ ਹੈ ਅਤੇ ਕੰਮ ਕਰਨ ਦੇ ਦਬਾਅ ਵਿੱਚ ਵਾਧਾ ਹੋ ਸਕਦਾ ਹੈ, ਇਸ ਤਰ੍ਹਾਂ ਵਾਲਵ ਨੂੰ ਨੁਕਸਾਨ ਪਹੁੰਚਾਉਂਦਾ ਹੈ ਅਤੇ ਪਰਮੀਸ਼ਨ ਦਾ ਕਾਰਨ ਬਣ ਸਕਦਾ ਹੈ, ਇਸਲਈ, ਸੜਨ ਦਾ ਕਾਰਨ ਬਣ ਸਕਣ ਵਾਲੇ ਕਾਰਕਾਂ ਨੂੰ ਖਤਮ ਕਰਨ ਜਾਂ ਸੀਮਤ ਕਰਨ ਲਈ ਉਚਿਤ ਮਾਪਣ ਵਾਲੇ ਯੰਤਰਾਂ ਦੀ ਵਰਤੋਂ ਕਰੋ। ਤਰਲ ਦਾ.
3.3.7 ਜੇਕਰ ਤਰਲ ਸੰਘਣਾ ਹੁੰਦਾ ਹੈ, ਤਾਂ ਇਹ ਵਾਲਵ ਦੀ ਕਾਰਗੁਜ਼ਾਰੀ ਨੂੰ ਪ੍ਰਭਾਵਤ ਕਰੇਗਾ, ਤਰਲ ਦੇ ਤਾਪਮਾਨ ਨੂੰ ਘਟਾਉਣ ਲਈ ਢੁਕਵੇਂ ਮਾਪਣ ਵਾਲੇ ਯੰਤਰਾਂ ਦੀ ਵਰਤੋਂ ਕਰੇਗਾ (ਉਦਾਹਰਨ ਲਈ, ਤਰਲ ਦੇ ਢੁਕਵੇਂ ਤਾਪਮਾਨ ਦੀ ਗਰੰਟੀ ਲਈ) ਜਾਂ ਇਸਨੂੰ ਹੋਰ ਕਿਸਮ ਦੇ ਵਾਲਵ ਨਾਲ ਬਦਲੋ।
3.3.8 ਸਵੈ-ਜਲਣਸ਼ੀਲ ਤਰਲ ਲਈ, ਅੰਬੀਨਟ ਦੀ ਗਾਰੰਟੀ ਦੇਣ ਲਈ ਢੁਕਵੇਂ ਮਾਪਣ ਵਾਲੇ ਯੰਤਰਾਂ ਦੀ ਵਰਤੋਂ ਕਰੋ ਅਤੇ ਕੰਮ ਕਰਨ ਦਾ ਦਬਾਅ ਇਸਦੇ ਆਟੋ-ਇਗਨੀਸ਼ਨ ਬਿੰਦੂ (ਖਾਸ ਕਰਕੇ ਧੁੱਪ ਜਾਂ ਬਾਹਰੀ ਅੱਗ ਵੱਲ ਧਿਆਨ ਦਿਓ) ਤੋਂ ਵੱਧ ਨਾ ਜਾਵੇ।
3.3.9 ਖਤਰਨਾਕ ਤਰਲ ਦੇ ਮਾਮਲੇ ਵਿੱਚ, ਜਿਵੇਂ ਕਿ ਵਿਸਫੋਟਕ, ਜਲਣਸ਼ੀਲ।ਜ਼ਹਿਰੀਲੇ, ਆਕਸੀਕਰਨ ਉਤਪਾਦ, ਦਬਾਅ ਹੇਠ ਪੈਕਿੰਗ ਨੂੰ ਬਦਲਣ ਦੀ ਮਨਾਹੀ ਹੈ (ਹਾਲਾਂਕਿ ਵਾਲਵ ਦਾ ਅਜਿਹਾ ਕੰਮ ਹੈ).
3.3.10 ਯਕੀਨੀ ਬਣਾਓ ਕਿ ਤਰਲ ਗੰਦਾ ਨਹੀਂ ਹੈ, ਜੋ ਵਾਲਵ ਦੀ ਕਾਰਗੁਜ਼ਾਰੀ ਨੂੰ ਪ੍ਰਭਾਵਿਤ ਕਰਦਾ ਹੈ, ਇਸ ਵਿੱਚ ਸਖ਼ਤ ਠੋਸ ਪਦਾਰਥ ਨਹੀਂ ਹੁੰਦੇ ਹਨ, ਨਹੀਂ ਤਾਂ ਗੰਦਗੀ ਅਤੇ ਸਖ਼ਤ ਠੋਸ ਪਦਾਰਥਾਂ ਨੂੰ ਹਟਾਉਣ ਲਈ, ਜਾਂ ਇਸਨੂੰ ਕਿਸੇ ਹੋਰ ਕਿਸਮ ਦੇ ਵਾਲਵ ਨਾਲ ਬਦਲਣ ਲਈ ਉਚਿਤ ਮਾਪਣ ਵਾਲੇ ਯੰਤਰਾਂ ਦੀ ਵਰਤੋਂ ਕੀਤੀ ਜਾਣੀ ਚਾਹੀਦੀ ਹੈ।
3.3.11 ਮਨਜ਼ੂਰ ਕੰਮਕਾਜੀ ਤਾਪਮਾਨ:
| ਸਮੱਗਰੀ | ਤਾਪਮਾਨ | ਸਮੱਗਰੀ | ਤਾਪਮਾਨ |
| ASTM A216 WCB | -29~425℃ | ASTM A217 WC6 | -29~538℃ |
| ASTM A352 LCB | -46~343℃ | ASTM A217 WC9 | --29~570℃ |
| ASTM A351 CF3(CF3M) | -196~454℃ | ASTM A494 CW-2M | -29~450℃ |
| ASTM A351 CF8(CF8M) | -196~454℃ | ਮੋਨੇਲ | -29~425℃ |
| ASTM A351 CN7M | -29~450℃ |
| - |
3.3.12 ਯਕੀਨੀ ਬਣਾਓ ਕਿ ਵਾਲਵ ਬਾਡੀ ਦੀ ਸਮੱਗਰੀ ਖੋਰ ਰੋਧਕ ਅਤੇ ਜੰਗਾਲ ਰੋਕਥਾਮ ਤਰਲ ਵਾਤਾਵਰਣ ਵਿੱਚ ਵਰਤਣ ਲਈ ਢੁਕਵੀਂ ਹੈ।
3.3.13 ਸੇਵਾ ਦੀ ਮਿਆਦ ਦੇ ਦੌਰਾਨ, ਹੇਠਾਂ ਦਿੱਤੀ ਸਾਰਣੀ ਦੇ ਅਨੁਸਾਰ ਸੀਲਿੰਗ ਪ੍ਰਦਰਸ਼ਨ ਦੀ ਜਾਂਚ ਕਰੋ:
| ਨਿਰੀਖਣ ਬਿੰਦੂ | ਲੀਕ |
| ਵਾਲਵ ਬਾਡੀ ਅਤੇ ਬੋਨਟ ਵਿਚਕਾਰ ਕਨੈਕਸ਼ਨ | ਜ਼ੀਰੋ |
| ਪੈਕਿੰਗ ਸੀਲ | ਜ਼ੀਰੋ |
| ਵਾਲਵ ਸੀਟ | ਤਕਨੀਕੀ ਨਿਰਧਾਰਨ ਦੇ ਅਨੁਸਾਰ |
3.3.14 ਸੀਲਿੰਗ ਚਿਹਰੇ ਦੇ ਪਹਿਨਣ ਲਈ ਨਿਯਮਤ ਤੌਰ 'ਤੇ ਜਾਂਚ ਕਰੋ।ਪੈਕਿੰਗ ਬੁਢਾਪਾ ਅਤੇ ਨੁਕਸਾਨ.ਜੇਕਰ ਸਬੂਤ ਮਿਲੇ ਤਾਂ ਸਮੇਂ ਸਿਰ ਮੁਰੰਮਤ ਜਾਂ ਬਦਲਾਓ।
3.3.15 ਮੁਰੰਮਤ ਤੋਂ ਬਾਅਦ, ਵਾਲਵ ਨੂੰ ਮੁੜ-ਇਕੱਠਾ ਕਰੋ ਅਤੇ ਐਡਜਸਟ ਕਰੋ, ਟੈਸਟ ਦੀ ਤੰਗੀ ਕਾਰਗੁਜ਼ਾਰੀ ਅਤੇ ਰਿਕਾਰਡ ਬਣਾਓ।
3.3.16 ਪ੍ਰੀਖਿਆ ਅਤੇ ਅੰਦਰੂਨੀ ਮੁਰੰਮਤ ਦੋ ਸਾਲ ਹੈ।
4. ਸੰਭਾਵੀ ਸਮੱਸਿਆਵਾਂ, ਕਾਰਨ ਅਤੇ ਉਪਚਾਰਕ ਉਪਾਅ
| ਸਮੱਸਿਆ ਦਾ ਵਰਣਨ | ਸੰਭਵ ਕਾਰਨ | ਉਪਚਾਰਕ ਉਪਾਅ |
| ਪੈਕਿੰਗ 'ਤੇ ਲੀਕ | ਨਾਕਾਫ਼ੀ ਸੰਕੁਚਿਤ ਪੈਕਿੰਗ | ਪੈਕਿੰਗ ਗਿਰੀ ਨੂੰ ਦੁਬਾਰਾ ਕੱਸੋ |
| ਪੈਕਿੰਗ ਦੀ ਨਾਕਾਫ਼ੀ ਮਾਤਰਾ | ਹੋਰ ਪੈਕਿੰਗ ਸ਼ਾਮਲ ਕਰੋ | |
| ਲੰਬੇ ਸਮੇਂ ਦੀ ਸੇਵਾ ਜਾਂ ਗਲਤ ਸੁਰੱਖਿਆ ਦੇ ਕਾਰਨ ਖਰਾਬ ਪੈਕਿੰਗ | ਪੈਕਿੰਗ ਨੂੰ ਬਦਲੋ | |
| ਵਾਲਵ ਬੈਠਣ ਵਾਲੇ ਚਿਹਰੇ 'ਤੇ ਲੀਕ | ਗੰਦਾ ਬੈਠਣ ਵਾਲਾ ਚਿਹਰਾ | ਗੰਦਗੀ ਨੂੰ ਹਟਾਓ |
| ਪਹਿਨਿਆ ਬੈਠਾ ਚਿਹਰਾ | ਇਸਦੀ ਮੁਰੰਮਤ ਕਰੋ ਜਾਂ ਸੀਟ ਦੀ ਰਿੰਗ ਜਾਂ ਵਾਲਵ ਗੇਟ ਨੂੰ ਬਦਲੋ | |
| ਹਾਰਡ ਸੋਲਡ ਕਾਰਨ ਬੈਠਣ ਦਾ ਚਿਹਰਾ ਖਰਾਬ ਹੋ ਗਿਆ | ਤਰਲ ਵਿੱਚ ਸਖ਼ਤ ਠੋਸ ਪਦਾਰਥ ਹਟਾਓ, ਸੀਟ ਰਿੰਗ ਜਾਂ ਵਾਲਵ ਗੇਟ ਦੀ ਮੁਰੰਮਤ ਕਰੋ ਜਾਂ ਬਦਲੋ, ਜਾਂ ਹੋਰ ਕਿਸਮ ਦੇ ਵਾਲਵ ਨਾਲ ਬਦਲੋ | |
| ਵਾਲਵ ਬਾਡੀ ਅਤੇ ਵਾਲਵ ਬੋਨਟ ਵਿਚਕਾਰ ਕੁਨੈਕਸ਼ਨ 'ਤੇ ਲੀਕ | ਬੋਲਟ ਸਹੀ ਢੰਗ ਨਾਲ ਬੰਨ੍ਹੇ ਹੋਏ ਨਹੀਂ ਹਨ | ਬੋਲਟ ਨੂੰ ਇਕਸਾਰ ਬੰਨ੍ਹੋ |
| ਵਾਲਵ ਬਾਡੀ ਅਤੇ ਵਾਲਵ ਬੋਨਟ ਫਲੈਂਜ ਦੀ ਖਰਾਬ ਬੈਠਣ ਵਾਲੀ ਸਤਹ | ਇਸ ਦੀ ਮੁਰੰਮਤ ਕਰੋ | |
| ਖਰਾਬ ਜਾਂ ਟੁੱਟੀ ਹੋਈ ਗੈਸਕੇਟ | ਗੈਸਕੇਟ ਨੂੰ ਬਦਲੋ | |
| ਹੈਂਡਵ੍ਹੀਲ ਜਾਂ ਵਾਲਵ ਗੇਟ ਦੇ ਔਖੇ ਘੁੰਮਣ ਨੂੰ ਖੋਲ੍ਹਿਆ ਜਾਂ ਬੰਦ ਨਹੀਂ ਕੀਤਾ ਜਾ ਸਕਦਾ | ਬਹੁਤ ਜ਼ਿਆਦਾ ਕੱਸ ਕੇ ਬੰਨ੍ਹੀ ਹੋਈ ਪੈਕਿੰਗ | ਢੁਕਵੇਂ ਢੰਗ ਨਾਲ ਪੈਕਿੰਗ ਗਿਰੀ ਨੂੰ ਢਿੱਲਾ ਕਰੋ |
| ਸੀਲਿੰਗ ਗਲੈਂਡ ਦਾ ਵਿਗਾੜ ਜਾਂ ਝੁਕਣਾ | ਸੀਲਿੰਗ ਗਲੈਂਡ ਨੂੰ ਵਿਵਸਥਿਤ ਕਰੋ | |
| ਖਰਾਬ ਵਾਲਵ ਸਟੈਮ ਗਿਰੀ | ਧਾਗਾ ਠੀਕ ਕਰੋ ਅਤੇ ਗੰਦਗੀ ਨੂੰ ਹਟਾਓ | |
| ਖਰਾਬ ਜਾਂ ਟੁੱਟਿਆ ਹੋਇਆ ਵਾਲਵ ਸਟੈਮ ਗਿਰੀ ਦਾ ਧਾਗਾ | ਵਾਲਵ ਸਟੈਮ ਗਿਰੀ ਨੂੰ ਬਦਲੋ | |
| ਝੁਕਿਆ ਵਾਲਵ ਸਟੈਮ | ਵਾਲਵ ਸਟੈਮ ਨੂੰ ਬਦਲੋ | |
| ਵਾਲਵ ਗੇਟ ਜਾਂ ਵਾਲਵ ਬਾਡੀ ਦੀ ਗੰਦੀ ਗਾਈਡ ਸਤਹ | ਗਾਈਡ ਸਤਹ 'ਤੇ ਗੰਦਗੀ ਨੂੰ ਹਟਾਓ |
ਨੋਟ: ਸੇਵਾ ਵਾਲੇ ਵਿਅਕਤੀ ਕੋਲ ਵਾਲਵ ਨਾਲ ਸੰਬੰਧਿਤ ਗਿਆਨ ਅਤੇ ਅਨੁਭਵ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ।
5. ਵਾਰੰਟੀ
ਵਾਲਵ ਦੀ ਵਰਤੋਂ ਕਰਨ ਤੋਂ ਬਾਅਦ, ਵਾਲਵ ਦੀ ਵਾਰੰਟੀ ਦੀ ਮਿਆਦ 12 ਮਹੀਨਿਆਂ ਦੀ ਹੁੰਦੀ ਹੈ, ਪਰ ਡਿਲੀਵਰੀ ਦੀ ਮਿਤੀ ਤੋਂ ਬਾਅਦ 24 ਮਹੀਨਿਆਂ ਤੋਂ ਵੱਧ ਨਹੀਂ ਹੁੰਦੀ।ਵਾਰੰਟੀ ਅਵਧੀ ਦੇ ਦੌਰਾਨ, ਨਿਰਮਾਤਾ ਸਮੱਗਰੀ, ਕਾਰੀਗਰੀ ਜਾਂ ਨੁਕਸਾਨ ਦੇ ਕਾਰਨ ਹੋਏ ਨੁਕਸਾਨ ਲਈ ਮੁਰੰਮਤ ਸੇਵਾ ਜਾਂ ਸਪੇਅਰ ਪਾਰਟਸ ਮੁਫਤ ਪ੍ਰਦਾਨ ਕਰੇਗਾ ਬਸ਼ਰਤੇ ਉਹ ਕਾਰਜ ਸਹੀ ਹੋਵੇ।
ਪੋਸਟ ਟਾਈਮ: ਮਈ-19-2022