

1. ਸਕੋਪ
ਇਸ ਮੈਨੂਅਲ ਵਿੱਚ ਇਲੈਕਟ੍ਰਿਕ ਸੰਚਾਲਿਤ, ਨਿਊਮੈਟਿਕ ਸੰਚਾਲਿਤ, ਹਾਈਡ੍ਰੌਲਿਕ ਸੰਚਾਲਿਤ ਅਤੇ ਤੇਲ-ਗੈਸ ਸੰਚਾਲਿਤ ਫਲੈਂਜਡ ਕਨੈਕਸ਼ਨ ਤਿੰਨ-ਪੀਸ ਜਾਅਲੀ ਟਰੂਨੀਅਨ ਬਾਲ ਵਾਲਵ ਅਤੇ ਨਾਮਾਤਰ ਆਕਾਰ NPS 8~36 ਅਤੇ ਕਲਾਸ 300~2500 ਵਾਲੇ ਪੂਰੀ ਤਰ੍ਹਾਂ ਨਾਲ ਵੇਲਡ ਬਾਲ ਵਾਲਵ ਸ਼ਾਮਲ ਹਨ।
2. ਉਤਪਾਦ ਵਰਣਨ
2.1 ਤਕਨੀਕੀ ਲੋੜਾਂ
2.1.1 ਡਿਜ਼ਾਈਨ ਅਤੇ ਨਿਰਮਾਣ ਮਿਆਰ: API 6D, ASME B16.34
2.1.2 ਐਂਡ ਟੂ ਐਂਡ ਕਨੈਕਸ਼ਨ ਸਟੈਂਡਰਡ: ASME B16.5
2.1.3 ਆਹਮੋ-ਸਾਹਮਣੇ ਆਯਾਮ ਮਿਆਰ: ASME B16.10
2.1.4 ਦਬਾਅ-ਤਾਪਮਾਨ ਗ੍ਰੇਡ ਸਟੈਂਡਰਡ: ASME B16.34
2.1.5 ਨਿਰੀਖਣ ਅਤੇ ਟੈਸਟ (ਹਾਈਡ੍ਰੌਲਿਕ ਟੈਸਟ ਸਮੇਤ): API 6D
2.1.6 ਅੱਗ ਪ੍ਰਤੀਰੋਧ ਟੈਸਟ: API 607
2.1.7 ਗੰਧਕ ਪ੍ਰਤੀਰੋਧ ਪ੍ਰਕਿਰਿਆ ਅਤੇ ਸਮੱਗਰੀ ਦੀ ਜਾਂਚ (ਖਟਾਈ ਸੇਵਾ ਲਈ ਲਾਗੂ): NACE MR0175/ISO 15156
2.1.8 ਭਗੌੜਾ ਨਿਕਾਸੀ ਟੈਸਟ (ਖਟਾਈ ਸੇਵਾ 'ਤੇ ਲਾਗੂ): BS EN ISO 15848-2 ਕਲਾਸ ਬੀ ਦੇ ਅਨੁਸਾਰ।
2.2 ਬਾਲ ਵਾਲਵ ਦੀ ਬਣਤਰ
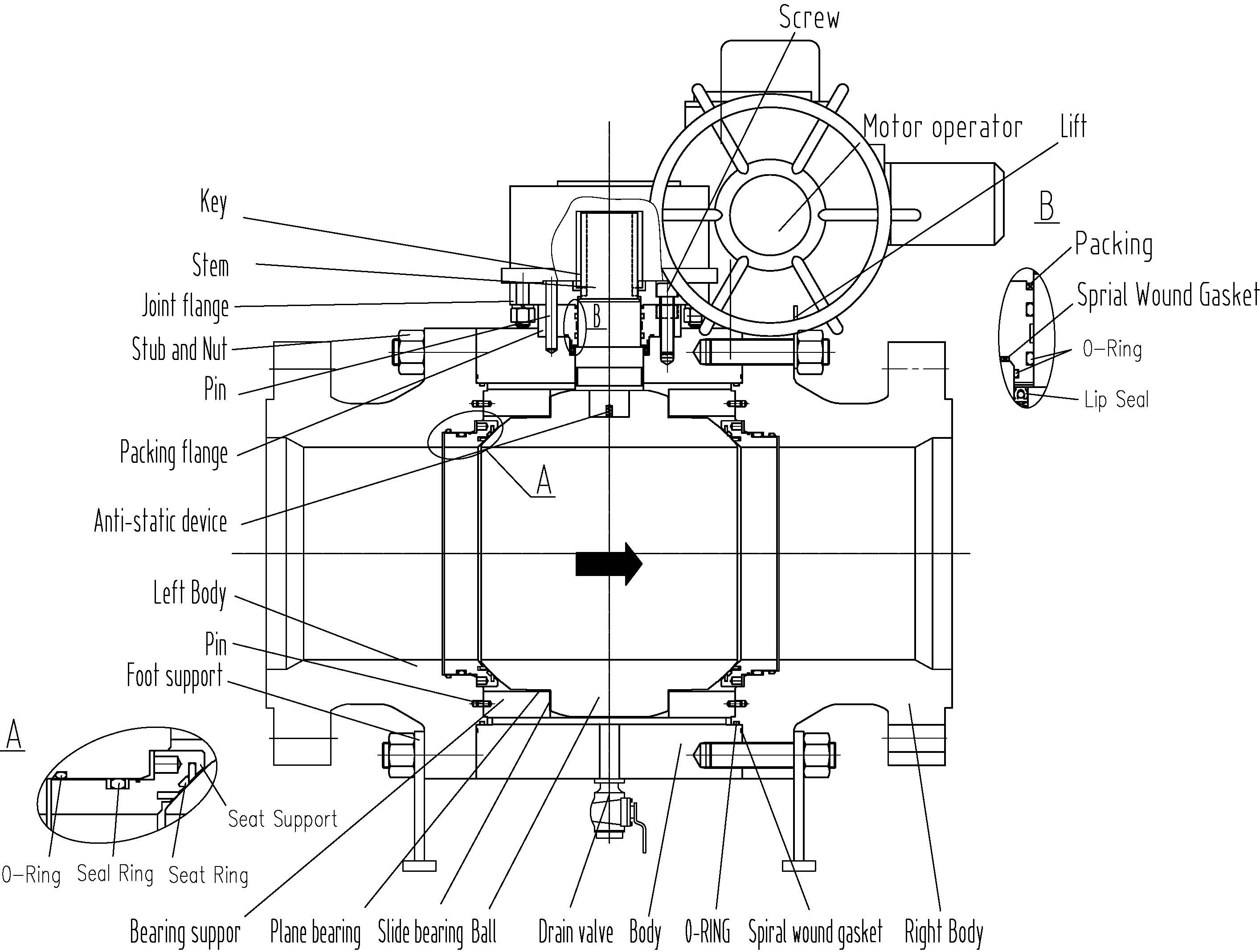
ਚਿੱਤਰ 1 ਇਲੈਕਟ੍ਰਿਕ ਐਕਚੁਏਟਿਡ ਦੇ ਨਾਲ ਤਿੰਨ ਟੁਕੜੇ ਜਾਅਲੀ ਟਰੂਨੀਅਨ ਬਾਲ ਵਾਲਵ
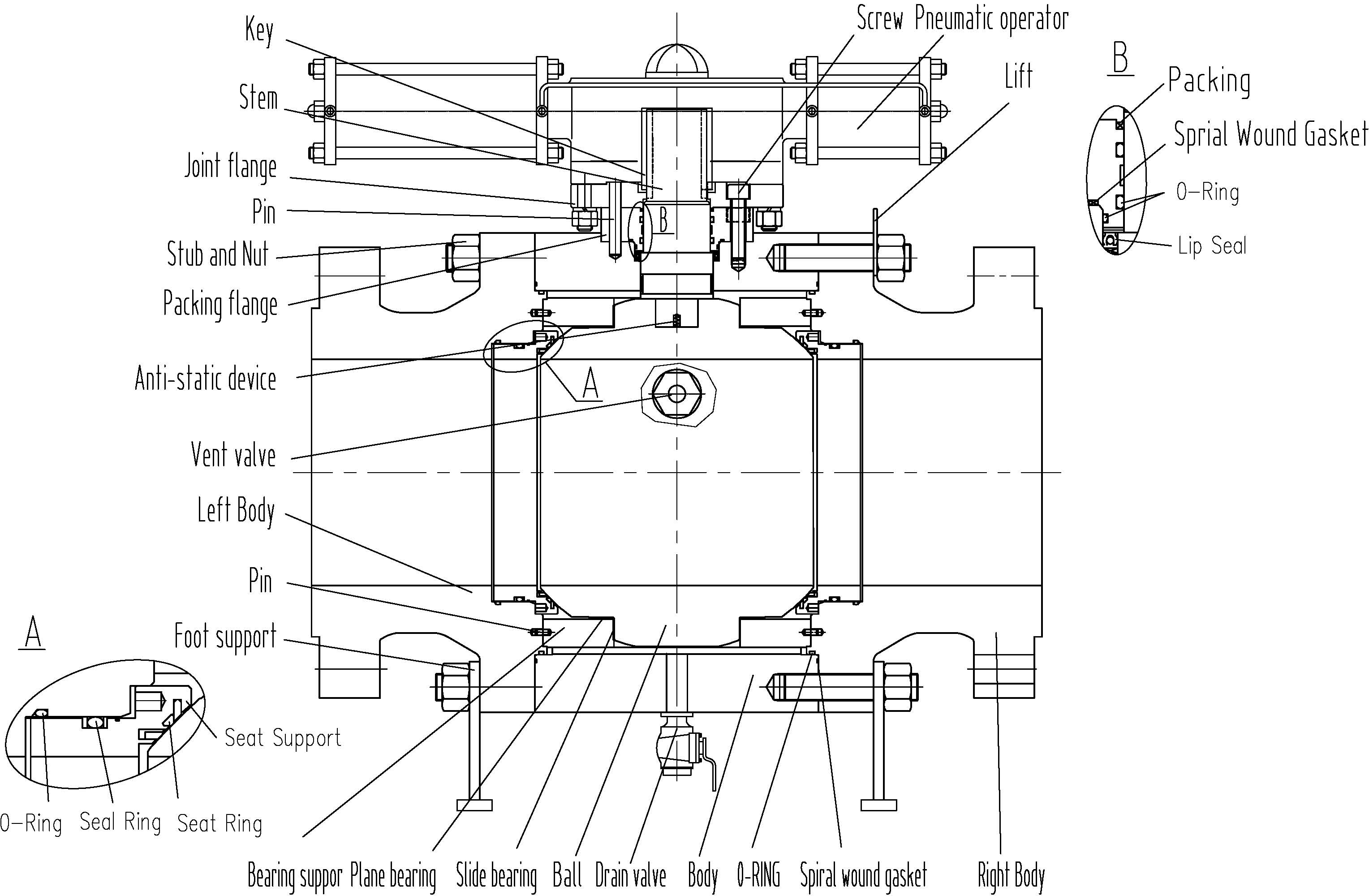
Figure2 ਤਿੰਨ ਟੁਕੜੇ ਨਕਲੀ ਐਕਚੁਏਟਡ ਦੇ ਨਾਲ ਟਰੂਨੀਅਨ ਬਾਲ ਵਾਲਵ
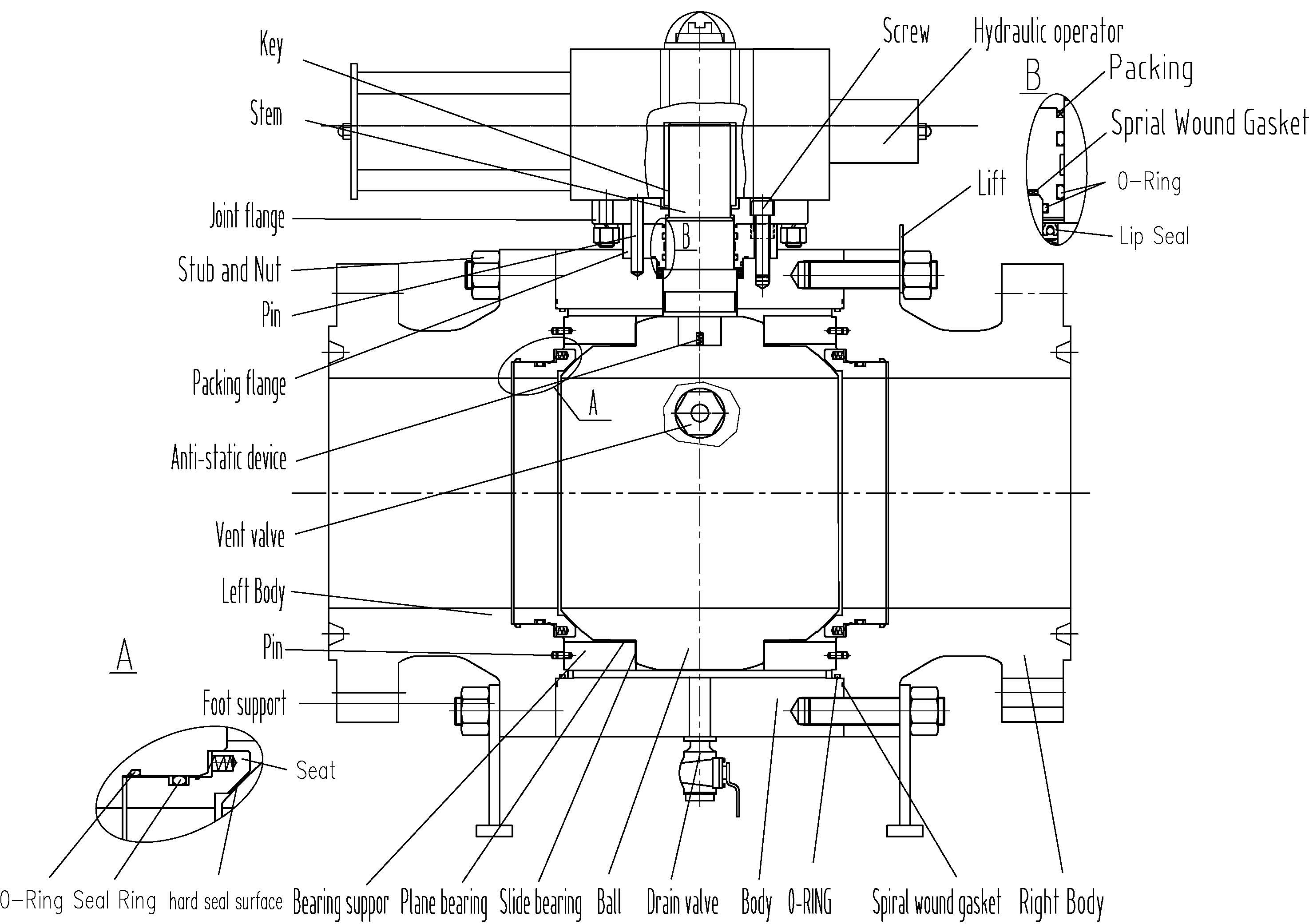
ਚਿੱਤਰ3 ਹਾਈਡ੍ਰੌਲਿਕ ਐਕਚੁਏਟਿਡ ਦੇ ਨਾਲ ਤਿੰਨ ਟੁਕੜੇ ਜਾਅਲੀ ਟਰੂਨੀਅਨ ਬਾਲ ਵਾਲਵ
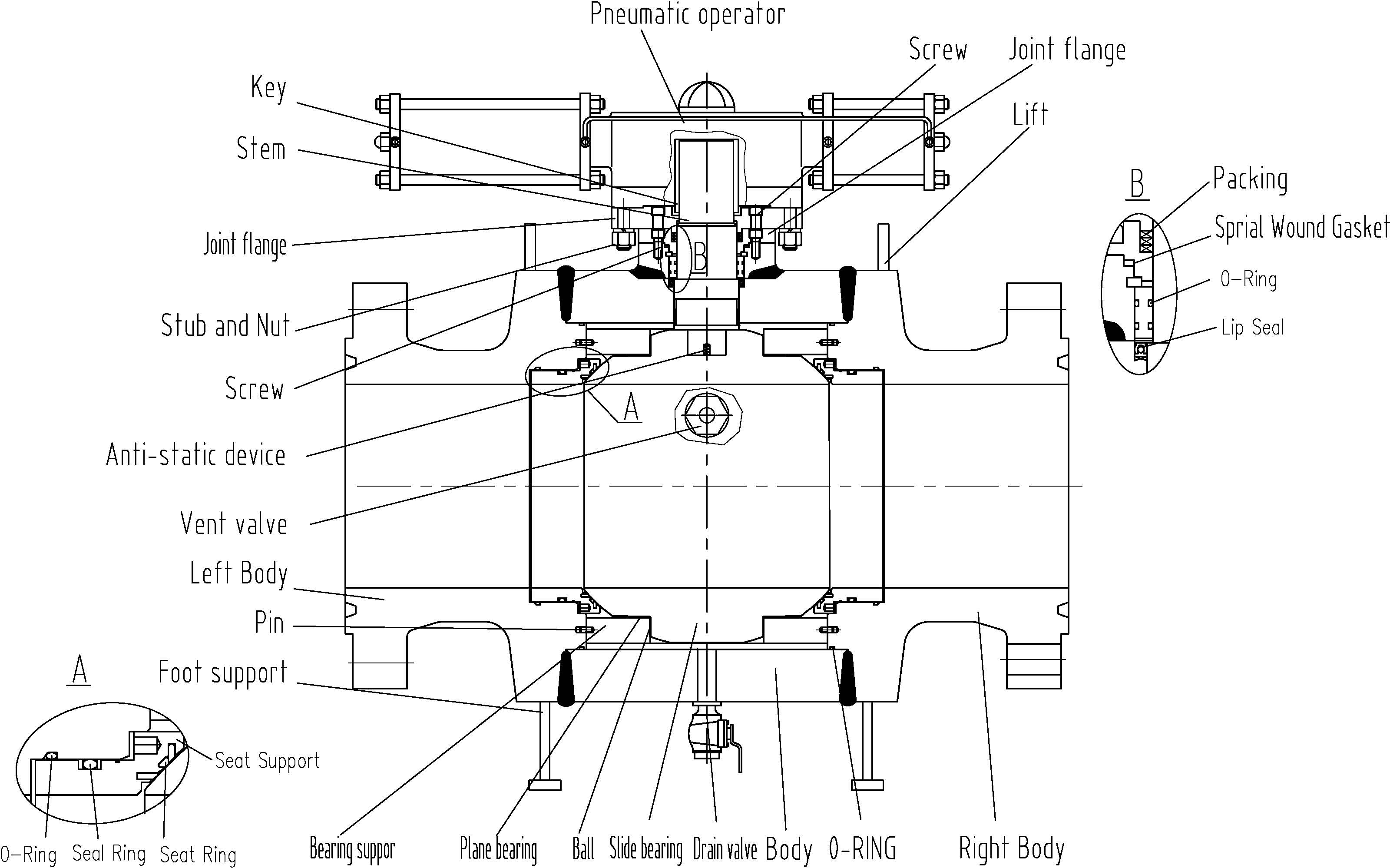
ਚਿੱਤਰ 4 ਪੂਰੀ ਤਰ੍ਹਾਂ ਵੈਲਡ ਕੀਤੇ ਬਾਲ ਵਾਲਵ ਨਿਊਮੈਟਿਕ ਐਕਚੁਏਟਿਡ ਨਾਲ
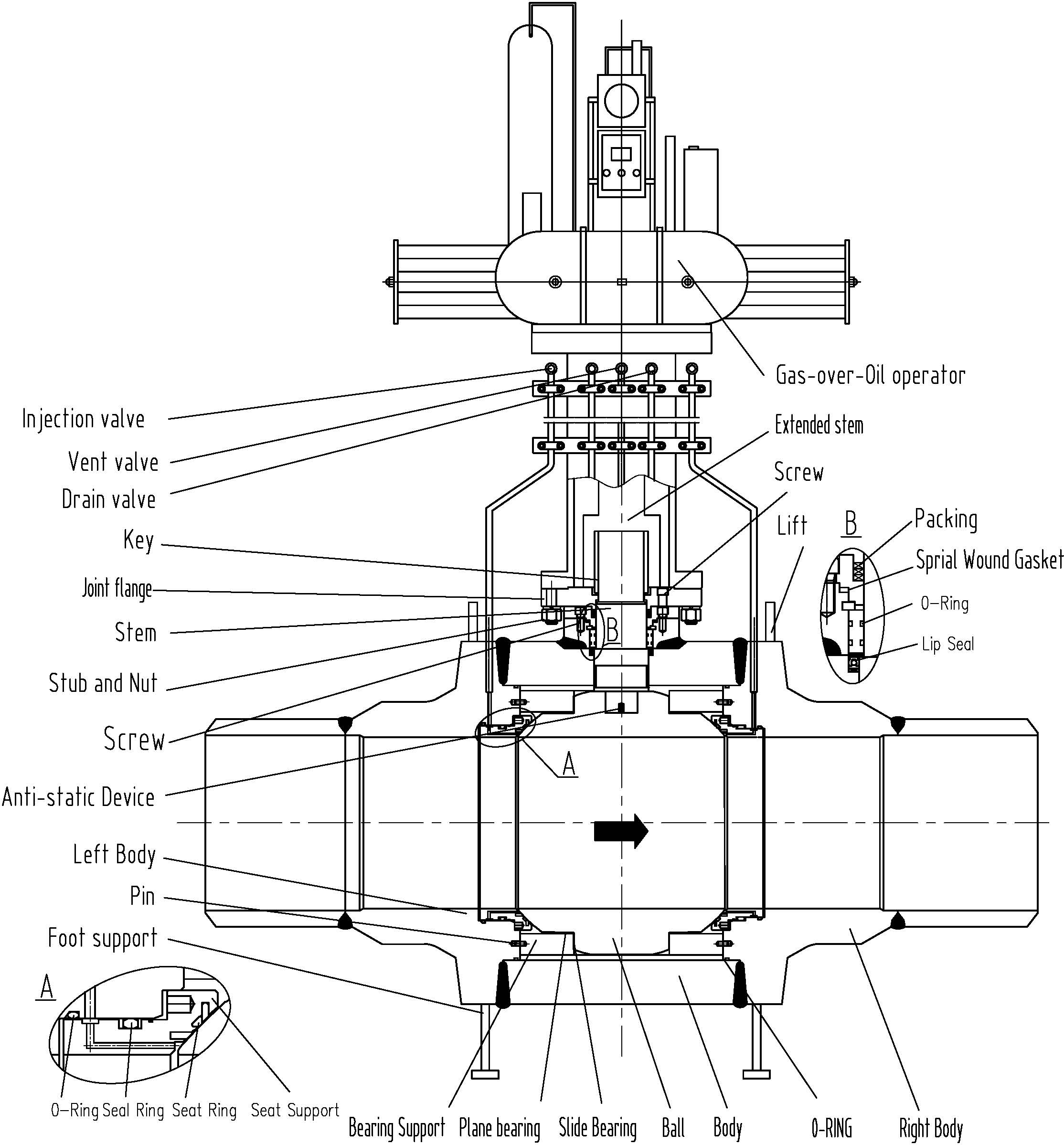
ਚਿੱਤਰ5 ਤੇਲ-ਗੈਸ ਐਕਟੀਵੇਟਿਡ ਦੇ ਨਾਲ ਪੂਰੀ ਤਰ੍ਹਾਂ ਵੇਲਡ ਬਾਲ ਵਾਲਵ ਦੱਬੇ ਹੋਏ ਹਨ
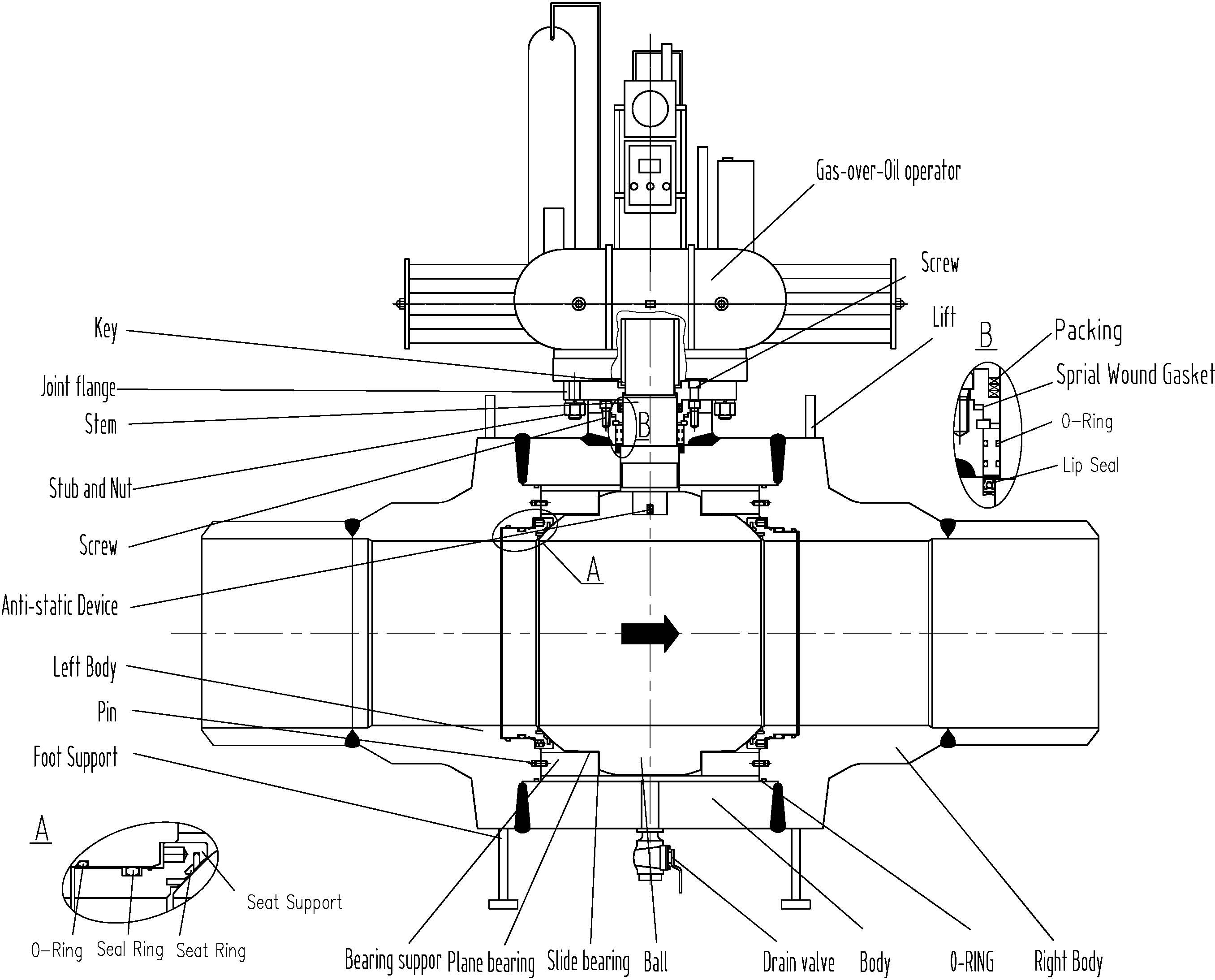
ਚਿੱਤਰ6 ਤੇਲ-ਗੈਸ ਦੇ ਨਾਲ ਪੂਰੀ ਤਰ੍ਹਾਂ ਵੇਲਡ ਬਾਲ ਵਾਲਵ
3. ਇੰਸਟਾਲੇਸ਼ਨ
3.1 ਪ੍ਰੀ-ਇੰਸਟਾਲੇਸ਼ਨ ਦੀ ਤਿਆਰੀ
(1) ਵਾਲਵ ਦੀ ਦੋਵੇਂ ਸਿਰੇ ਵਾਲੀ ਪਾਈਪਲਾਈਨ ਤਿਆਰ ਹੋ ਚੁੱਕੀ ਹੈ।ਪਾਈਪਲਾਈਨ ਦਾ ਅਗਲਾ ਅਤੇ ਪਿਛਲਾ ਕੋਐਕਸ਼ੀਅਲ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ, ਦੋ ਫਲੈਂਜ ਸੀਲਿੰਗ ਸਤਹ ਸਮਾਨਾਂਤਰ ਹੋਣੀ ਚਾਹੀਦੀ ਹੈ।
(2) ਪਾਈਪਲਾਈਨਾਂ ਨੂੰ ਸਾਫ਼ ਕਰੋ, ਚਿਕਨਾਈ ਵਾਲੀ ਗੰਦਗੀ, ਵੈਲਡਿੰਗ ਸਲੈਗ ਅਤੇ ਹੋਰ ਸਾਰੀਆਂ ਅਸ਼ੁੱਧੀਆਂ ਨੂੰ ਹਟਾ ਦਿੱਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ।
(3) ਬਾਲ ਵਾਲਵ ਦੀ ਚੰਗੀ ਹਾਲਤ ਵਿੱਚ ਪਛਾਣ ਕਰਨ ਲਈ ਬਾਲ ਵਾਲਵ ਦੀ ਨਿਸ਼ਾਨਦੇਹੀ ਦੀ ਜਾਂਚ ਕਰੋ।ਇਹ ਪੁਸ਼ਟੀ ਕਰਨ ਲਈ ਕਿ ਇਹ ਸਹੀ ਢੰਗ ਨਾਲ ਕੰਮ ਕਰ ਰਿਹਾ ਹੈ, ਵਾਲਵ ਨੂੰ ਪੂਰੀ ਤਰ੍ਹਾਂ ਖੋਲ੍ਹਿਆ ਅਤੇ ਪੂਰੀ ਤਰ੍ਹਾਂ ਬੰਦ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ।
(4) ਵਾਲਵ ਦੇ ਦੋਵੇਂ ਸਿਰੇ ਦੇ ਕੁਨੈਕਸ਼ਨ ਵਿੱਚ ਸੁਰੱਖਿਆ ਉਪਕਰਣਾਂ ਨੂੰ ਹਟਾਓ।
(5) ਵਾਲਵ ਖੋਲ੍ਹਣ ਦੀ ਜਾਂਚ ਕਰੋ ਅਤੇ ਇਸਨੂੰ ਚੰਗੀ ਤਰ੍ਹਾਂ ਸਾਫ਼ ਕਰੋ।ਵਾਲਵ ਸੀਟ/ਸੀਟ ਰਿੰਗ ਅਤੇ ਬਾਲ ਦੇ ਵਿਚਕਾਰ ਵਿਦੇਸ਼ੀ ਪਦਾਰਥ, ਭਾਵੇਂ ਸਿਰਫ ਇੱਕ ਦਾਣਾ ਵਾਲਵ ਸੀਟ ਸੀਲਿੰਗ ਚਿਹਰੇ ਨੂੰ ਨੁਕਸਾਨ ਪਹੁੰਚਾ ਸਕਦਾ ਹੈ।
(6)ਇੰਸਟਾਲੇਸ਼ਨ ਤੋਂ ਪਹਿਲਾਂ, ਨੇਮਪਲੇਟ ਦੀ ਧਿਆਨ ਨਾਲ ਜਾਂਚ ਕਰੋ ਤਾਂ ਜੋ ਇਹ ਯਕੀਨੀ ਬਣਾਇਆ ਜਾ ਸਕੇ ਕਿ ਵਾਲਵ ਦੀ ਕਿਸਮ, ਆਕਾਰ, ਸੀਟ ਸਮੱਗਰੀ ਅਤੇ ਦਬਾਅ-ਤਾਪਮਾਨ ਦਾ ਦਰਜਾ ਪਾਈਪਲਾਈਨ ਦੀ ਸਥਿਤੀ ਦੇ ਅਨੁਕੂਲ ਹੈ।
(7)ਇੰਸਟਾਲੇਸ਼ਨ ਤੋਂ ਪਹਿਲਾਂ, ਵਾਲਵ ਦੇ ਕੁਨੈਕਸ਼ਨ ਵਿੱਚ ਸਾਰੇ ਬੋਲਟ ਅਤੇ ਗਿਰੀਦਾਰਾਂ ਦੀ ਜਾਂਚ ਕਰੋ ਤਾਂ ਜੋ ਇਹ ਯਕੀਨੀ ਬਣਾਇਆ ਜਾ ਸਕੇ ਕਿ ਇਹ ਸਖ਼ਤ ਹੈ।
(8) ਆਵਾਜਾਈ ਵਿੱਚ ਧਿਆਨ ਨਾਲ ਅੰਦੋਲਨ, ਸੁੱਟਣ ਜਾਂ ਸੁੱਟਣ ਦੀ ਆਗਿਆ ਨਹੀਂ ਹੈ।
3.2 ਇੰਸਟਾਲੇਸ਼ਨ
(1) ਪਾਈਪਲਾਈਨ 'ਤੇ ਇੰਸਟਾਲ ਵਾਲਵ.ਵਾਲਵ ਦੀਆਂ ਮੀਡੀਆ ਪ੍ਰਵਾਹ ਲੋੜਾਂ ਲਈ, ਇੰਸਟਾਲ ਕੀਤੇ ਜਾਣ ਵਾਲੇ ਵਾਲਵ ਦੀ ਦਿਸ਼ਾ ਦੇ ਅਨੁਸਾਰ ਅੱਪਸਟਰੀਮ ਅਤੇ ਡਾਊਨਸਟ੍ਰੀਮ ਦੀ ਪੁਸ਼ਟੀ ਕਰੋ।
(2) ਵਾਲਵ ਫਲੈਂਜ ਅਤੇ ਪਾਈਪਲਾਈਨ ਫਲੈਂਜ ਦੇ ਵਿਚਕਾਰ ਪਾਈਪਲਾਈਨ ਡਿਜ਼ਾਈਨ ਦੀਆਂ ਜ਼ਰੂਰਤਾਂ ਦੇ ਅਨੁਸਾਰ ਗੈਸਕੇਟ ਸਥਾਪਤ ਕੀਤੇ ਜਾਣੇ ਚਾਹੀਦੇ ਹਨ।
(3) ਫਲੈਂਜ ਬੋਲਟ ਸਮਮਿਤੀ, ਲਗਾਤਾਰ, ਬਰਾਬਰ ਕੱਸਣ ਵਾਲੇ ਹੋਣੇ ਚਾਹੀਦੇ ਹਨ
(4) ਬਟ ਵੇਲਡ ਕਨੈਕਸ਼ਨ ਵਾਲਵ ਘੱਟੋ-ਘੱਟ ਹੇਠ ਲਿਖੀਆਂ ਜ਼ਰੂਰਤਾਂ ਨੂੰ ਪੂਰਾ ਕਰਨਗੇ ਜਦੋਂ ਉਹਨਾਂ ਨੂੰ ਸਾਈਟ 'ਤੇ ਪਾਈਪਲਾਈਨ ਪ੍ਰਣਾਲੀ ਵਿੱਚ ਸਥਾਪਨਾ ਲਈ ਵੇਲਡ ਕੀਤਾ ਜਾਂਦਾ ਹੈ:
aਵੈਲਡਿੰਗ ਉਸ ਵੈਲਡਰ ਦੁਆਰਾ ਕੀਤੀ ਜਾਣੀ ਚਾਹੀਦੀ ਹੈ ਜਿਸ ਕੋਲ ਸਟੇਟ ਬੋਇਲਰ ਅਤੇ ਪ੍ਰੈਸ਼ਰ ਵੈਸਲ ਅਥਾਰਟੀ ਦੁਆਰਾ ਪ੍ਰਵਾਨਿਤ ਵੈਲਡਰ ਦਾ ਯੋਗਤਾ ਸਰਟੀਫਿਕੇਟ ਹੈ;ਜਾਂ ਵੈਲਡਰ ਜਿਸਨੇ ASME Vol. ਵਿੱਚ ਦਰਸਾਏ ਵੈਲਡਰ ਦਾ ਯੋਗਤਾ ਸਰਟੀਫਿਕੇਟ ਪ੍ਰਾਪਤ ਕੀਤਾ ਹੈ।Ⅸ.
ਬੀ.ਵੈਲਡਿੰਗ ਪ੍ਰਕਿਰਿਆ ਦੇ ਮਾਪਦੰਡਾਂ ਨੂੰ ਵੈਲਡਿੰਗ ਸਮੱਗਰੀ ਦੇ ਗੁਣਵੱਤਾ ਭਰੋਸਾ ਮੈਨੂਅਲ ਵਿੱਚ ਦਰਸਾਏ ਅਨੁਸਾਰ ਚੁਣਿਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ
c.ਵੈਲਡਿੰਗ ਸੀਮ ਦੀ ਫਿਲਰ ਮੈਟਲ ਦੀ ਰਸਾਇਣਕ ਰਚਨਾ, ਮਕੈਨੀਕਲ ਪ੍ਰਦਰਸ਼ਨ ਅਤੇ ਖੋਰ ਪ੍ਰਤੀਰੋਧ ਬੇਸ ਮੈਟਲ ਦੇ ਅਨੁਕੂਲ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ
(5) ਲੱਕ ਜਾਂ ਵਾਲਵ ਦੀ ਗਰਦਨ ਨਾਲ ਚੁੱਕਦੇ ਸਮੇਂ ਅਤੇ ਹੈਂਡ ਵ੍ਹੀਲ, ਗੀਅਰ ਬਾਕਸ ਜਾਂ ਹੋਰ ਐਕਟੁਏਟਰਾਂ 'ਤੇ ਸਲਿੰਗ ਚੇਨ ਨੂੰ ਬੰਨ੍ਹਣ ਦੀ ਇਜਾਜ਼ਤ ਨਹੀਂ ਹੈ। ਨਾਲ ਹੀ, ਵਾਲਵ ਦੇ ਕਨੈਕਸ਼ਨ ਸਿਰੇ ਨੂੰ ਨੁਕਸਾਨ ਤੋਂ ਬਚਾਉਣ ਲਈ ਧਿਆਨ ਦੇਣਾ ਚਾਹੀਦਾ ਹੈ।
(6) ਵੈਲਡ ਬਾਲ ਵਾਲਵ ਦੀ ਬਾਡੀ ਬੱਟ ਐਂਡ ਵੇਲਡ 3 ਤੋਂ ਹੁੰਦੀ ਹੈ "ਕਿਸੇ ਵੀ ਬਿੰਦੂ 'ਤੇ ਹੀਟਿੰਗ ਦੇ ਬਾਹਰੀ ਤਾਪਮਾਨ 200 ℃ ਤੋਂ ਵੱਧ ਨਹੀਂ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ। ਵੈਲਡਿੰਗ ਤੋਂ ਪਹਿਲਾਂ, ਵੈਲਡਿੰਗ ਸਲੈਗ ਵਰਗੀਆਂ ਅਸ਼ੁੱਧੀਆਂ ਨੂੰ ਰੋਕਣ ਲਈ ਉਪਾਅ ਕੀਤੇ ਜਾਣੇ ਚਾਹੀਦੇ ਹਨ। ਬਾਡੀ ਚੈਨਲ ਜਾਂ ਸੀਟ ਸੀਲਿੰਗ ਵਿੱਚ ਡਿੱਗਣ ਦੀ ਪ੍ਰਕਿਰਿਆ। ਪਾਈਪਲਾਈਨ ਜੋ ਸੰਵੇਦਨਸ਼ੀਲ ਖੋਰ ਮਾਧਿਅਮ ਨੂੰ ਭੇਜਦੀ ਹੈ ਨੂੰ ਵੇਲਡ ਦੀ ਕਠੋਰਤਾ ਮਾਪ ਲਿਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ। ਵੈਲਡਿੰਗ ਸੀਮ ਅਤੇ ਬੇਸ ਸਮੱਗਰੀ ਦੀ ਕਠੋਰਤਾ HRC22 ਤੋਂ ਵੱਧ ਨਹੀਂ ਹੈ।
(7) ਵਾਲਵ ਅਤੇ ਐਕਚੁਏਟਰਾਂ ਨੂੰ ਸਥਾਪਿਤ ਕਰਦੇ ਸਮੇਂ, ਐਕਟੂਏਟਰ ਕੀੜੇ ਦੀ ਧੁਰੀ ਪਾਈਪਲਾਈਨ ਦੇ ਧੁਰੇ ਦੇ ਲੰਬਵਤ ਹੋਣੀ ਚਾਹੀਦੀ ਹੈ
3.3 ਇੰਸਟਾਲੇਸ਼ਨ ਦੇ ਬਾਅਦ ਨਿਰੀਖਣ
(1) ਬਾਲ ਵਾਲਵ ਅਤੇ ਐਕਟੁਏਟਰਾਂ ਲਈ 3 ~ 5 ਵਾਰ ਖੋਲ੍ਹਣ ਅਤੇ ਬੰਦ ਕਰਨ ਨੂੰ ਬਲੌਕ ਨਹੀਂ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ ਅਤੇ ਇਹ ਪੁਸ਼ਟੀ ਕਰਦਾ ਹੈ ਕਿ ਵਾਲਵ ਆਮ ਤੌਰ 'ਤੇ ਕੰਮ ਕਰ ਸਕਦੇ ਹਨ।
(2) ਪਾਈਪਲਾਈਨ ਅਤੇ ਬਾਲ ਵਾਲਵ ਦੇ ਵਿਚਕਾਰ ਫਲੇਂਜ ਦੇ ਕਨੈਕਸ਼ਨ ਦੇ ਚਿਹਰੇ ਨੂੰ ਪਾਈਪਲਾਈਨ ਡਿਜ਼ਾਈਨ ਦੀਆਂ ਜ਼ਰੂਰਤਾਂ ਦੇ ਅਨੁਸਾਰ ਸੀਲਿੰਗ ਪ੍ਰਦਰਸ਼ਨ ਦੀ ਜਾਂਚ ਕੀਤੀ ਜਾਣੀ ਚਾਹੀਦੀ ਹੈ.
(3) ਇੰਸਟਾਲੇਸ਼ਨ ਤੋਂ ਬਾਅਦ, ਸਿਸਟਮ ਜਾਂ ਪਾਈਪਲਾਈਨ ਦਾ ਦਬਾਅ ਟੈਸਟ, ਵਾਲਵ ਪੂਰੀ ਤਰ੍ਹਾਂ ਖੁੱਲ੍ਹੀ ਸਥਿਤੀ ਵਿੱਚ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ.
4 .ਓਪਰੇਸ਼ਨ, ਸਟੋਰੇਜ ਅਤੇ ਰੱਖ-ਰਖਾਅ
4.1 ਬਾਲ ਵਾਲਵ 90 ° ਖੁੱਲਣ ਅਤੇ ਬੰਦ ਕਰਨ ਦੀ ਕਿਸਮ ਹੈ, ਬਾਲ ਵਾਲਵ ਸਿਰਫ ਸਵਿਚ ਕਰਨ ਲਈ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ ਅਤੇ ਐਡਜਸਟ ਕਰਨ ਲਈ ਨਹੀਂ ਵਰਤਿਆ ਜਾਂਦਾ!ਇਹ ਆਗਿਆ ਨਹੀਂ ਹੈ ਕਿ ਉਪਰੋਕਤ ਤਾਪਮਾਨ ਅਤੇ ਦਬਾਅ ਸੀਮਾ ਅਤੇ ਵਾਰ-ਵਾਰ ਬਦਲਵੇਂ ਦਬਾਅ, ਤਾਪਮਾਨ ਅਤੇ ਵਰਤੋਂ ਦੀ ਕੰਮ ਕਰਨ ਦੀ ਸਥਿਤੀ ਵਿੱਚ ਵਰਤਿਆ ਜਾਣ ਵਾਲਾ ਵਾਲਵ।ਦਬਾਅ-ਤਾਪਮਾਨ ਗ੍ਰੇਡ ASME B16.34 ਸਟੈਂਡਰਡ ਦੇ ਅਨੁਸਾਰ ਹੋਵੇਗਾ।ਉੱਚ ਤਾਪਮਾਨ 'ਤੇ ਲੀਕ ਹੋਣ ਦੀ ਸਥਿਤੀ ਵਿੱਚ ਬੋਲਟਾਂ ਨੂੰ ਦੁਬਾਰਾ ਕੱਸਣਾ ਚਾਹੀਦਾ ਹੈ।ਲੋਡਿੰਗ ਨੂੰ ਪ੍ਰਭਾਵਿਤ ਕਰਨ ਦੀ ਇਜਾਜ਼ਤ ਨਾ ਦਿਓ ਅਤੇ ਉੱਚ ਤਣਾਅ ਲਈ ਵਰਤਾਰੇ ਘੱਟ ਤਾਪਮਾਨ 'ਤੇ ਦਿਖਾਈ ਦੇਣ ਦੀ ਇਜਾਜ਼ਤ ਨਹੀਂ ਦਿੰਦਾ ਹੈ।ਜੇਕਰ ਨਿਯਮਾਂ ਦੀ ਉਲੰਘਣਾ ਕਰਕੇ ਕੋਈ ਹਾਦਸਾ ਵਾਪਰਦਾ ਹੈ ਤਾਂ ਨਿਰਮਾਤਾ ਗੈਰ-ਜ਼ਿੰਮੇਵਾਰ ਹਨ।
4.2 ਉਪਭੋਗਤਾ ਨੂੰ ਲੁਬਰੀਕੇਟਿੰਗ ਤੇਲ (ਗਰੀਸ) ਨੂੰ ਨਿਯਮਿਤ ਤੌਰ 'ਤੇ ਭਰਨਾ ਚਾਹੀਦਾ ਹੈ ਜੇਕਰ ਕੋਈ ਗਰੀਸ ਵਾਲਵ ਹਨ ਜੋ ਲੂਬ ਕਿਸਮ ਨਾਲ ਸਬੰਧਤ ਹਨ।ਸਮਾਂ ਉਪਭੋਗਤਾ ਦੁਆਰਾ ਵਾਲਵ ਖੁੱਲਣ ਦੀ ਬਾਰੰਬਾਰਤਾ ਦੇ ਅਨੁਸਾਰ ਨਿਰਧਾਰਤ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ, ਆਮ ਤੌਰ 'ਤੇ ਹਰ ਤਿੰਨ ਮਹੀਨਿਆਂ ਵਿੱਚ ਇੱਕ ਵਾਰ;ਜੇ ਕੋਈ ਗਰੀਸ ਵਾਲਵ ਹਨ ਜੋ ਸੀਲ ਕਿਸਮ ਨਾਲ ਸਬੰਧਤ ਹਨ, ਤਾਂ ਸੀਲਿੰਗ ਗਰੀਸ ਜਾਂ ਨਰਮ ਪੈਕਿੰਗ ਸਮੇਂ ਸਿਰ ਭਰੀ ਜਾਣੀ ਚਾਹੀਦੀ ਹੈ ਜੇਕਰ ਉਪਭੋਗਤਾ ਲੀਕੇਜ ਦਾ ਪਤਾ ਲਗਾਉਂਦੇ ਹਨ, ਅਤੇ ਇਹ ਯਕੀਨੀ ਬਣਾਉਂਦਾ ਹੈ ਕਿ ਕੋਈ ਲੀਕ ਨਹੀਂ ਹੈ।ਉਪਭੋਗਤਾ ਹਮੇਸ਼ਾਂ ਚੰਗੀ ਸਥਿਤੀ ਵਿੱਚ ਸਾਜ਼-ਸਾਮਾਨ ਦੀ ਦੇਖਭਾਲ ਕਰਦੇ ਹਨ!ਜੇ ਵਾਰੰਟੀ ਦੀ ਮਿਆਦ (ਇਕਰਾਰਨਾਮੇ ਦੇ ਅਨੁਸਾਰ) ਦੇ ਦੌਰਾਨ ਕੁਝ ਕੁਆਲਿਟੀ ਸਮੱਸਿਆਵਾਂ ਹਨ, ਤਾਂ ਨਿਰਮਾਤਾ ਨੂੰ ਤੁਰੰਤ ਸੀਨ 'ਤੇ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ ਅਤੇ ਸਮੱਸਿਆ ਨੂੰ ਹੱਲ ਕਰਨਾ ਚਾਹੀਦਾ ਹੈ.ਜੇਕਰ ਵਾਰੰਟੀ ਦੀ ਮਿਆਦ ਤੋਂ ਵੱਧ (ਇਕਰਾਰਨਾਮੇ ਦੇ ਅਨੁਸਾਰ), ਇੱਕ ਵਾਰ ਉਪਭੋਗਤਾ ਨੂੰ ਸਮੱਸਿਆ ਨੂੰ ਹੱਲ ਕਰਨ ਲਈ ਸਾਡੀ ਲੋੜ ਹੈ, ਅਸੀਂ ਤੁਰੰਤ ਸੀਨ 'ਤੇ ਜਾਵਾਂਗੇ ਅਤੇ ਸਮੱਸਿਆ ਦਾ ਹੱਲ ਕਰਾਂਗੇ.
4.3 ਮੈਨੂਅਲ ਓਪਰੇਸ਼ਨ ਵਾਲਵ ਦੀ ਘੜੀ ਦੀ ਦਿਸ਼ਾ ਵਿੱਚ ਰੋਟੇਸ਼ਨ ਬੰਦ ਹੋਣੀ ਚਾਹੀਦੀ ਹੈ ਅਤੇ ਮੈਨੂਅਲ ਓਪਰੇਸ਼ਨ ਵਾਲਵ ਦੀ ਉਲਟੀ ਘੜੀ ਦੀ ਰੋਟੇਸ਼ਨ ਖੁੱਲੀ ਹੋਣੀ ਚਾਹੀਦੀ ਹੈ।ਜਦੋਂ ਹੋਰ ਤਰੀਕੇ, ਕੰਟਰੋਲ ਬਾਕਸ ਬਟਨ ਅਤੇ ਨਿਰਦੇਸ਼ ਵਾਲਵ ਦੇ ਸਵਿੱਚ ਦੇ ਨਾਲ ਇਕਸਾਰ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ.ਅਤੇ ਗਲਤ ਕਾਰਵਾਈ ਨੂੰ ਵਾਪਰਨ ਲਈ ਬਚਣ ਲਈ ਬਚਣ ਜਾਵੇਗਾ.ਸੰਚਾਲਨ ਦੀਆਂ ਗਲਤੀਆਂ ਕਾਰਨ ਨਿਰਮਾਤਾ ਗੈਰ-ਜ਼ਿੰਮੇਵਾਰ ਹਨ।
4.4 ਵਾਲਵ ਵਰਤੇ ਜਾਣ ਤੋਂ ਬਾਅਦ ਵਾਲਵ ਦੀ ਨਿਯਮਤ ਦੇਖਭਾਲ ਹੋਣੀ ਚਾਹੀਦੀ ਹੈ।ਸੀਲਿੰਗ ਚਿਹਰੇ ਅਤੇ ਘਬਰਾਹਟ ਦੀ ਅਕਸਰ ਜਾਂਚ ਕੀਤੀ ਜਾਣੀ ਚਾਹੀਦੀ ਹੈ, ਜਿਵੇਂ ਕਿ ਜੇ ਪੈਕਿੰਗ ਬੁਢਾਪਾ ਜਾਂ ਅਸਫਲਤਾ ਹੈ;ਜੇ ਸਰੀਰ ਨੂੰ ਖੋਰ ਮਿਲਦੀ ਹੈ.ਜੇ ਉਪਰੋਕਤ ਸਥਿਤੀ ਵਾਪਰਦੀ ਹੈ, ਤਾਂ ਇਹ ਮੁਰੰਮਤ ਜਾਂ ਬਦਲਣਾ ਸਮੇਂ ਸਿਰ ਹੈ.
4.5 ਜੇਕਰ ਮਾਧਿਅਮ ਪਾਣੀ ਜਾਂ ਤੇਲ ਹੈ, ਤਾਂ ਇਹ ਸੁਝਾਅ ਦਿੱਤਾ ਜਾਂਦਾ ਹੈ ਕਿ ਵਾਲਵ ਦੀ ਜਾਂਚ ਹਰ ਤਿੰਨ ਮਹੀਨਿਆਂ ਬਾਅਦ ਕੀਤੀ ਜਾਣੀ ਚਾਹੀਦੀ ਹੈ।ਅਤੇ ਜੇਕਰ ਮਾਧਿਅਮ ਖਰਾਬ ਹੈ, ਤਾਂ ਇਹ ਸੁਝਾਅ ਦਿੱਤਾ ਜਾਂਦਾ ਹੈ ਕਿ ਸਾਰੇ ਵਾਲਵ ਜਾਂ ਵਾਲਵ ਦੇ ਹਿੱਸੇ ਦੀ ਹਰ ਮਹੀਨੇ ਜਾਂਚ ਅਤੇ ਸਾਂਭ-ਸੰਭਾਲ ਕੀਤੀ ਜਾਣੀ ਚਾਹੀਦੀ ਹੈ।
4.6 ਬਾਲ ਵਾਲਵ ਵਿੱਚ ਆਮ ਤੌਰ 'ਤੇ ਥਰਮਲ ਇਨਸੂਲੇਸ਼ਨ ਢਾਂਚਾ ਨਹੀਂ ਹੁੰਦਾ ਹੈ।ਜਦੋਂ ਮਾਧਿਅਮ ਉੱਚ ਤਾਪਮਾਨ ਜਾਂ ਘੱਟ ਤਾਪਮਾਨ ਹੁੰਦਾ ਹੈ, ਤਾਂ ਵਾਲਵ ਦੀ ਸਤਹ ਨੂੰ ਸਾੜ ਜਾਂ ਠੰਡ ਤੋਂ ਬਚਾਉਣ ਲਈ ਛੂਹਣ ਦੀ ਆਗਿਆ ਨਹੀਂ ਹੁੰਦੀ ਹੈ।
4.7 ਵਾਲਵ ਅਤੇ ਸਟੈਮ ਅਤੇ ਹੋਰ ਹਿੱਸਿਆਂ ਦੀ ਸਤ੍ਹਾ ਆਸਾਨੀ ਨਾਲ ਧੂੜ, ਤੇਲ ਅਤੇ ਮੱਧਮ ਸੰਕਰਮਣ ਨੂੰ ਕਵਰ ਕਰਦੀ ਹੈ।ਅਤੇ ਵਾਲਵ ਨੂੰ ਆਸਾਨੀ ਨਾਲ ਘਬਰਾਹਟ ਅਤੇ ਖੋਰ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ;ਇੱਥੋਂ ਤੱਕ ਕਿ ਇਹ ਵਿਸਫੋਟਕ ਗੈਸ ਦਾ ਖਤਰਾ ਪੈਦਾ ਕਰਨ ਵਾਲੀ ਰਗੜ ਤਾਪ ਕਾਰਨ ਹੁੰਦਾ ਹੈ।ਇਸ ਲਈ ਵਧੀਆ ਕੰਮ ਕਰਨ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਣ ਲਈ ਵਾਲਵ ਨੂੰ ਅਕਸਰ ਸਾਫ਼ ਕਰਨਾ ਚਾਹੀਦਾ ਹੈ।
4.8 ਵਾਲਵ ਦੀ ਮੁਰੰਮਤ ਅਤੇ ਰੱਖ-ਰਖਾਅ ਕਰਦੇ ਸਮੇਂ, ਅਸਲ ਆਕਾਰ ਅਤੇ ਸਮੱਗਰੀ ਓ-ਰਿੰਗਾਂ, ਗੈਸਕੇਟ, ਬੋਲਟ ਅਤੇ ਗਿਰੀਦਾਰਾਂ ਵਾਂਗ ਹੀ ਵਰਤੇ ਜਾਣੇ ਚਾਹੀਦੇ ਹਨ।ਓ-ਰਿੰਗਾਂ ਅਤੇ ਵਾਲਵ ਦੀਆਂ ਗੈਸਕੇਟਾਂ ਨੂੰ ਖਰੀਦ ਕ੍ਰਮ ਵਿੱਚ ਮੁਰੰਮਤ ਅਤੇ ਰੱਖ-ਰਖਾਅ ਦੇ ਸਪੇਅਰ ਪਾਰਟਸ ਵਜੋਂ ਵਰਤਿਆ ਜਾ ਸਕਦਾ ਹੈ।
4.9 ਜਦੋਂ ਵਾਲਵ ਪ੍ਰੈਸ਼ਰ ਦੀ ਸਥਿਤੀ ਵਿੱਚ ਹੋਵੇ ਤਾਂ ਬੋਲਟ, ਨਟਸ ਅਤੇ ਓ-ਰਿੰਗਾਂ ਨੂੰ ਬਦਲਣ ਲਈ ਕਨੈਕਸ਼ਨ ਪਲੇਟ ਨੂੰ ਹਟਾਉਣ ਦੀ ਮਨਾਹੀ ਹੈ।ਪੇਚਾਂ, ਬੋਲਟ, ਨਟ ਜਾਂ ਓ-ਰਿੰਗਾਂ ਤੋਂ ਬਾਅਦ, ਸੀਲਿੰਗ ਟੈਸਟ ਤੋਂ ਬਾਅਦ ਵਾਲਵ ਦੁਬਾਰਾ ਵਰਤੋਂ ਕਰ ਸਕਦੇ ਹਨ।
4.10 ਆਮ ਤੌਰ 'ਤੇ, ਵਾਲਵ ਦੇ ਅੰਦਰੂਨੀ ਹਿੱਸਿਆਂ ਨੂੰ ਮੁਰੰਮਤ ਅਤੇ ਬਦਲਣ ਲਈ ਤਰਜੀਹ ਦਿੱਤੀ ਜਾਣੀ ਚਾਹੀਦੀ ਹੈ, ਬਦਲਣ ਲਈ ਨਿਰਮਾਤਾਵਾਂ ਦੇ ਹਿੱਸਿਆਂ ਦੀ ਵਰਤੋਂ ਕਰਨਾ ਸਭ ਤੋਂ ਵਧੀਆ ਹੈ.
4.11 ਵਾਲਵ ਦੀ ਮੁਰੰਮਤ ਹੋਣ ਤੋਂ ਬਾਅਦ ਵਾਲਵ ਇਕੱਠੇ ਕੀਤੇ ਜਾਣੇ ਚਾਹੀਦੇ ਹਨ ਅਤੇ ਐਡਜਸਟ ਕੀਤੇ ਜਾਣੇ ਚਾਹੀਦੇ ਹਨ।ਅਤੇ ਉਹਨਾਂ ਦੇ ਇਕੱਠੇ ਹੋਣ ਤੋਂ ਬਾਅਦ ਉਹਨਾਂ ਦੀ ਜਾਂਚ ਕੀਤੀ ਜਾਣੀ ਚਾਹੀਦੀ ਹੈ.
4.12 ਇਹ ਸਿਫਾਰਸ਼ ਨਹੀਂ ਕੀਤੀ ਜਾਂਦੀ ਕਿ ਉਪਭੋਗਤਾ ਪ੍ਰੈਸ਼ਰ ਵਾਲਵ ਦੀ ਮੁਰੰਮਤ ਕਰਦੇ ਰਹਿਣ।ਜੇ ਦਬਾਅ ਦੇ ਰੱਖ-ਰਖਾਅ ਵਾਲੇ ਹਿੱਸੇ ਲੰਬੇ ਸਮੇਂ ਤੋਂ ਵਰਤੇ ਗਏ ਹਨ, ਅਤੇ ਸੰਭਾਵਿਤ ਦੁਰਘਟਨਾ ਵਾਪਰ ਸਕਦੀ ਹੈ, ਤਾਂ ਇਹ ਉਪਭੋਗਤਾ ਦੀ ਸੁਰੱਖਿਆ ਨੂੰ ਵੀ ਪ੍ਰਭਾਵਿਤ ਕਰਦਾ ਹੈ।ਉਪਭੋਗਤਾਵਾਂ ਨੂੰ ਨਵੇਂ ਵਾਲਵ ਨੂੰ ਸਮੇਂ ਸਿਰ ਬਦਲਣਾ ਚਾਹੀਦਾ ਹੈ।
4.13 ਪਾਈਪਲਾਈਨ 'ਤੇ ਵੈਲਡਿੰਗ ਵਾਲਵ ਲਈ ਵੈਲਡਿੰਗ ਸਥਾਨ ਦੀ ਮੁਰੰਮਤ ਕਰਨ ਦੀ ਮਨਾਹੀ ਹੈ।
4.14 ਪਾਈਪਲਾਈਨ 'ਤੇ ਵਾਲਵ ਨੂੰ ਟੈਪ ਕਰਨ ਦੀ ਇਜਾਜ਼ਤ ਨਹੀਂ ਹੈ;ਇਹ ਸਿਰਫ਼ ਤੁਰਨ ਲਈ ਹੈ ਅਤੇ ਇਸ 'ਤੇ ਕਿਸੇ ਵੀ ਭਾਰੀ ਵਸਤੂ ਦੇ ਰੂਪ ਵਿੱਚ ਹੈ।
4.15 ਵਾਲਵ ਕੈਵਿਟੀ ਦੀ ਸ਼ੁੱਧਤਾ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਣ ਲਈ, ਸੁੱਕੇ ਅਤੇ ਹਵਾਦਾਰ ਕਮਰੇ ਵਿੱਚ ਸਿਰਿਆਂ ਨੂੰ ਢਾਲ ਨਾਲ ਢੱਕਿਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ।
4.16 ਵੱਡੇ ਵਾਲਵ ਨੂੰ ਉੱਪਰ ਰੱਖਿਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ ਅਤੇ ਜਦੋਂ ਉਹ ਬਾਹਰ ਸਟੋਰ ਕਰਦੇ ਹਨ ਤਾਂ ਜ਼ਮੀਨ ਨਾਲ ਸੰਪਰਕ ਨਹੀਂ ਕਰ ਸਕਦੇ ਹਨ, ਨਾਲ ਹੀ, ਵਾਟਰਪ੍ਰੂਫ ਨਮੀ-ਪ੍ਰੂਫ ਨੂੰ ਧਿਆਨ ਵਿੱਚ ਰੱਖਣਾ ਚਾਹੀਦਾ ਹੈ।
4.17 ਜਦੋਂ ਲੰਬੇ ਸਮੇਂ ਲਈ ਸਟੋਰੇਜ ਲਈ ਵਾਲਵ ਦੀ ਮੁੜ ਵਰਤੋਂ ਕੀਤੀ ਜਾਂਦੀ ਹੈ, ਤਾਂ ਪੈਕਿੰਗ ਦੀ ਜਾਂਚ ਕੀਤੀ ਜਾਣੀ ਚਾਹੀਦੀ ਹੈ ਕਿ ਇਹ ਅਵੈਧ ਹੈ ਜਾਂ ਨਹੀਂ ਅਤੇ ਘੁੰਮਣ ਵਾਲੇ ਹਿੱਸਿਆਂ ਵਿੱਚ ਲੁਬਰੀਕੈਂਟ ਤੇਲ ਭਰੋ।
4.18 ਵਾਲਵ ਦੀਆਂ ਕੰਮ ਕਰਨ ਦੀਆਂ ਸਥਿਤੀਆਂ ਨੂੰ ਸਾਫ਼ ਰੱਖਣਾ ਚਾਹੀਦਾ ਹੈ, ਕਿਉਂਕਿ ਇਹ ਇਸਦੀ ਸੇਵਾ ਜੀਵਨ ਨੂੰ ਵਧਾ ਸਕਦਾ ਹੈ।
4.19 ਲੰਬੇ ਸਮੇਂ ਦੀ ਸਟੋਰੇਜ ਲਈ ਵਾਲਵ ਦੀ ਨਿਯਮਤ ਤੌਰ 'ਤੇ ਜਾਂਚ ਕੀਤੀ ਜਾਣੀ ਚਾਹੀਦੀ ਹੈ ਅਤੇ ਗੰਦਗੀ ਨੂੰ ਹਟਾਉਣਾ ਚਾਹੀਦਾ ਹੈ।ਸੀਲਿੰਗ ਸਤਹ ਨੂੰ ਨੁਕਸਾਨ ਤੋਂ ਬਚਾਉਣ ਲਈ ਸਾਫ਼ ਹੋਣ ਵੱਲ ਧਿਆਨ ਦੇਣਾ ਚਾਹੀਦਾ ਹੈ।
4.20 ਅਸਲ ਪੈਕੇਜਿੰਗ ਸਟੋਰ ਕੀਤੀ ਜਾਂਦੀ ਹੈ;ਵਾਲਵ ਦੀ ਸਤਹ, ਸਟੈਮ ਸ਼ਾਫਟ ਅਤੇ flange ਦੀ ਸੀਲਿੰਗ ਸਤਹ flange ਦੀ ਸੁਰੱਖਿਆ ਲਈ ਧਿਆਨ ਦੇਣਾ ਚਾਹੀਦਾ ਹੈ.
4.21 ਜਦੋਂ ਖੁੱਲਣ ਅਤੇ ਬੰਦ ਕਰਨ ਦਾ ਕੰਮ ਨਿਰਧਾਰਤ ਸਥਿਤੀ 'ਤੇ ਨਹੀਂ ਪਹੁੰਚਦਾ ਹੈ ਤਾਂ ਵਾਲਵ ਦੀ ਖੋਲ ਨੂੰ ਨਿਕਾਸ ਦੀ ਆਗਿਆ ਨਹੀਂ ਹੈ।
5. ਸੰਭਾਵੀ ਸਮੱਸਿਆਵਾਂ, ਕਾਰਨ ਅਤੇ ਉਪਚਾਰਕ ਉਪਾਅ (ਫਾਰਮ 1 ਦੇਖੋ)
ਫਾਰਮ 1 ਸੰਭਾਵੀ ਸਮੱਸਿਆਵਾਂ, ਕਾਰਨ ਅਤੇ ਉਪਚਾਰਕ ਉਪਾਅ
| ਸਮੱਸਿਆ ਦਾ ਵਰਣਨ | ਸੰਭਵ ਕਾਰਨ | ਉਪਚਾਰਕ ਉਪਾਅ |
| ਸੀਲਿੰਗ ਸਤਹ ਦੇ ਵਿਚਕਾਰ ਲੀਕੇਜ | 1. ਗੰਦੀ ਸੀਲਿੰਗ ਸਤਹ2.ਸੀਲਿੰਗ ਸਤਹ ਨੂੰ ਨੁਕਸਾਨ | 1. ਗੰਦਗੀ ਹਟਾਓ2.ਇਸਨੂੰ ਦੁਬਾਰਾ ਮੁਰੰਮਤ ਕਰੋ ਜਾਂ ਬਦਲੋ |
| ਸਟੈਮ ਪੈਕਿੰਗ 'ਤੇ ਲੀਕੇਜ | 1. ਪੈਕਿੰਗ ਪ੍ਰੈਸਿੰਗ ਫੋਰਸ ਕਾਫ਼ੀ ਨਹੀਂ ਹੈ2.ਲੰਬੇ ਸਮੇਂ ਦੀ ਸੇਵਾ ਕਾਰਨ ਖਰਾਬ ਪੈਕਿੰਗ ਸਟਫਿੰਗ ਬਾਕਸ ਲਈ 3.O-ਰਿੰਗ ਅਸਫਲਤਾ ਹੈ | 1. ਪੈਕਿੰਗ2 ਨੂੰ ਸੰਕੁਚਿਤ ਕਰਨ ਲਈ ਪੇਚਾਂ ਨੂੰ ਸਮਾਨ ਰੂਪ ਵਿੱਚ ਕੱਸੋ।ਪੈਕਿੰਗ ਨੂੰ ਬਦਲੋ
|
| ਵਾਲਵ ਬਾਡੀ ਅਤੇ ਖੱਬੇ-ਸੱਜੇ ਸਰੀਰ ਦੇ ਵਿਚਕਾਰ ਕੁਨੈਕਸ਼ਨ 'ਤੇ ਲੀਕ | 1. ਕਨੈਕਸ਼ਨ ਬੋਲਟ ਅਸਮਾਨ 2.ਖਰਾਬ ਫਲੈਂਜ ਚਿਹਰਾ 3. ਖਰਾਬ ਗੈਸਕੇਟ | 1. ਸਮਾਨ ਰੂਪ ਵਿੱਚ ਕੱਸਿਆ ਗਿਆ 2.ਇਸ ਦੀ ਮੁਰੰਮਤ ਕਰੋ 3. ਗੈਸਕੇਟਾਂ ਨੂੰ ਬਦਲੋ |
| ਗਰੀਸ ਵਾਲਵ ਨੂੰ ਲੀਕ ਕਰੋ | ਮਲਬਾ ਗਰੀਸ ਵਾਲਵ ਦੇ ਅੰਦਰ ਹੈ | ਥੋੜ੍ਹੇ ਜਿਹੇ ਸਫਾਈ ਤਰਲ ਨਾਲ ਸਾਫ਼ ਕਰੋ |
| ਗਰੀਸ ਵਾਲਵ ਨੂੰ ਨੁਕਸਾਨ ਪਹੁੰਚਾਇਆ | ਪਾਈਪਲਾਈਨ ਦੇ ਦਬਾਅ ਨੂੰ ਘਟਾਉਣ ਤੋਂ ਬਾਅਦ ਸਹਾਇਕ ਗ੍ਰੇਸਿੰਗ ਨੂੰ ਸਥਾਪਿਤ ਕਰੋ ਅਤੇ ਬਦਲੋ | |
| ਡਰੇਨ ਵਾਲਵ ਨੂੰ ਲੀਕ ਕਰੋ | ਡਰੇਨ ਵਾਲਵ ਦੀ ਸੀਲਿੰਗ ਨੂੰ ਨੁਕਸਾਨ ਪਹੁੰਚਾਇਆ | ਡਰੇਨ ਵਾਲਵ ਦੀ ਸੀਲਿੰਗ ਦੀ ਜਾਂਚ ਕੀਤੀ ਜਾਣੀ ਚਾਹੀਦੀ ਹੈ ਅਤੇ ਸਿੱਧੇ ਤੌਰ 'ਤੇ ਸਾਫ਼ ਜਾਂ ਬਦਲੀ ਜਾਣੀ ਚਾਹੀਦੀ ਹੈ।ਜੇਕਰ ਇਹ ਗੰਭੀਰ ਰੂਪ ਨਾਲ ਨੁਕਸਾਨਿਆ ਜਾਂਦਾ ਹੈ, ਤਾਂ ਡਰੇਨ ਵਾਲਵ ਨੂੰ ਸਿੱਧੇ ਬਦਲਿਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ। |
| ਗੇਅਰ ਬਾਕਸ/ਐਕਚੁਏਟਰ | ਗੀਅਰ ਬਾਕਸ/ਐਕਚੁਏਟਰ ਅਸਫਲਤਾਵਾਂ | ਗੀਅਰ ਬਾਕਸ ਅਤੇ ਐਕਟੁਏਟਰ ਨੂੰ ਗੇਅਰ ਬਾਕਸ ਅਤੇ ਐਕਟੁਏਟਰ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਦੇ ਅਨੁਸਾਰ ਅਡਜੱਸਟ, ਮੁਰੰਮਤ ਜਾਂ ਬਦਲੋ |
| ਡਰਾਈਵਿੰਗ ਲਚਕਦਾਰ ਨਹੀਂ ਹੈ ਜਾਂ ਗੇਂਦ ਖੁੱਲ੍ਹਦੀ ਜਾਂ ਬੰਦ ਨਹੀਂ ਹੁੰਦੀ ਹੈ। | 1. ਸਟਫਿੰਗ ਬਾਕਸ ਅਤੇ ਕਨੈਕਸ਼ਨ ਡਿਵਾਈਸ skewed2 ਹੈ।ਸਟੈਮ ਅਤੇ ਇਸਦੇ ਹਿੱਸਿਆਂ ਨੂੰ ਨੁਕਸਾਨ ਜਾਂ ਗੰਦਗੀ ਹੈ। 3. ਗੇਂਦ ਦੀ ਸਤਹ 'ਤੇ ਖੁੱਲ੍ਹੇ ਅਤੇ ਬੰਦ ਕਰਨ ਅਤੇ ਗੰਦਗੀ ਲਈ ਕਈ ਵਾਰ | 1. ਪੈਕਿੰਗ, ਪੈਕਿੰਗ ਬਾਕਸ ਜਾਂ ਕਨੈਕਸ਼ਨ ਡਿਵਾਈਸ ਨੂੰ ਵਿਵਸਥਿਤ ਕਰੋ। 2. ਸੀਵਰੇਜ ਨੂੰ ਖੋਲ੍ਹੋ, ਮੁਰੰਮਤ ਕਰੋ ਅਤੇ ਹਟਾਓ 4. ਸੀਵਰੇਜ ਨੂੰ ਖੋਲ੍ਹੋ, ਸਾਫ਼ ਕਰੋ ਅਤੇ ਹਟਾਓ |
ਨੋਟ: ਸੇਵਾ ਵਾਲੇ ਵਿਅਕਤੀ ਕੋਲ ਵਾਲਵ ਨਾਲ ਸੰਬੰਧਿਤ ਗਿਆਨ ਅਤੇ ਅਨੁਭਵ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ
ਪੋਸਟ ਟਾਈਮ: ਮਈ-19-2022